一种滴熔焊接机及其滴熔焊机构的制作方法
本技术涉及焊接,具体涉及一种滴熔焊接机及其滴熔焊机构。
背景技术:
1、现有技术中,对一些工件进行焊接时,一般是采用电烙铁把锡线放到工件的表面进行加热焊接。由于焊头温度与工件之间的温差过大,非常容易出现炸锡现象,存在着安全隐患。此外,由于焊接时的锡量不好控制,容易出现多锡或者少锡的情况,甚至会出现假焊或虚焊现象,影响着工件的焊接质量。
技术实现思路
1、为了克服现有技术的不足,本实用新型的目的在于提供一种滴熔焊机构,能够避免出现炸锡现象,并能提高工件的焊接质量。
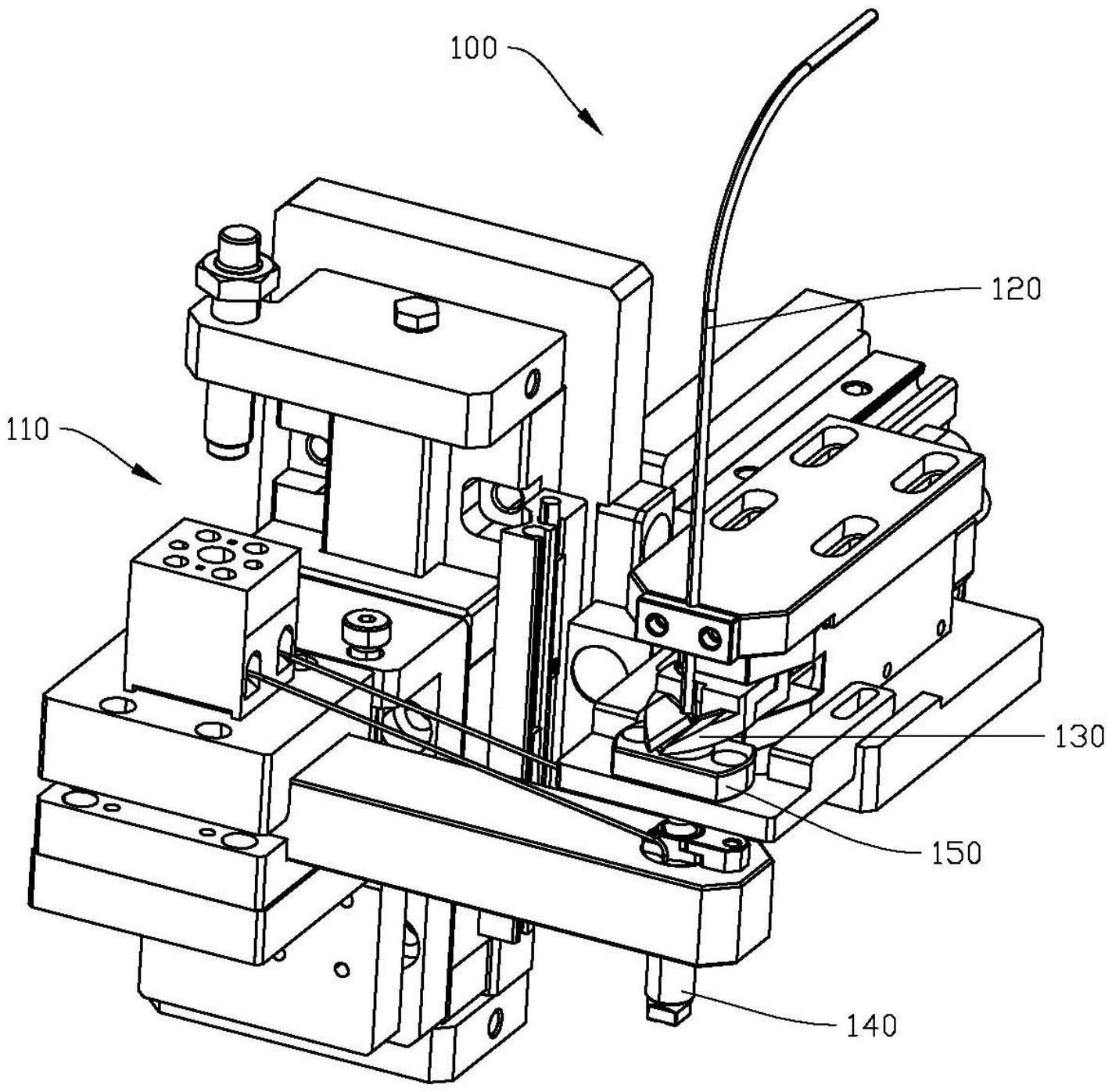
2、为解决上述问题,本实用新型所采用的技术方案如下:一种滴熔焊机构,包括:旋转台,所述旋转台沿周向设有多个用于定位工件的定位组件;预热组件,位于所述旋转台的周侧,用于给工件预热;以及滴熔焊组件,位于所述旋转台的周侧,包括安装架以及由上至下依次连接于安装架的锡线、剪刀和加热管;所述旋转台带动工件旋转至所述预热组件的下方时,所述预热组件能够对所述工件预热,所述旋转台带动工件旋转至所述滴熔焊组件的下方时,所述剪刀剪断所需长度的锡线,所述锡线落入所述加热管内并被所述加热管加热熔化,并滴落至所述工件上完成焊接。
3、相比现有技术,本实用新型的有益效果在于:本滴熔焊机构采用预热组件对工件进行预热,能够减小工件与熔锡之间的温差,从而能够减少锡珠的产生,避免发生炸锡现象,减小安全隐患。而焊接时,能够根据工件需求,采用剪刀定量剪取锡线掉落,从而可以控制焊接时的锡量,避免因多锡或少锡导致的质量问题,从而能够提高工件的焊接质量。
4、上述的滴熔焊机构,所述加热管为钨合金管。
5、上述的滴熔焊机构,所述预热组件包括加热块,所述旋转台带动工件旋转至所述预热组件的下方时,所述加热块能够朝向所述工件移动并接触所述工件,以对所述工件预热。
6、上述的滴熔焊机构,所述滴熔焊组件还包括连接于安装架的导向件,所述导向件位于所述剪刀与所述加热管之间,所述导向件开设有导向孔,所述导向孔与所述加热管同轴设置。
7、上述的滴熔焊机构,所述导向件的上端与所述加热管的上端分别开设有第一锥形孔和第二锥形孔。
8、本实用新型还提供了一种滴熔焊接机,包括上述的滴熔焊机构,还包括上料机构和下料机构,所述上料机构、所述下料机构、所述预热组件以及所述滴熔焊组件沿所述旋转台的周向依次分布;所述上料机构用于将工件转移至所述旋转台的所述定位组件上,所述下料机构用于将焊接完成的工件从所述定位组件上转移离开。
9、焊接时,采用上料机构把等待焊接的工件转移至旋转台的定位组件上,旋转台带动工件旋转,工件被旋转至预热组件下方时,预热组件对工件进行预热处理,之后,旋转台继续带动工件旋转至滴熔焊组件的下方,由滴熔焊组件对工件进行焊接,最后,旋转台带动工件旋转靠近下料机构,由下料机构将完成焊接的工件进行下料。由于本滴熔焊接机采用了上述的滴熔焊机构,其至少具有上述的滴熔焊机构所带来的全部的有益效果。
10、下面结合附图和具体实施方式对本实用新型作进一步详细说明。
技术特征:
1.一种滴熔焊机构,其特征在于,包括:
2.根据权利要求1所述的滴熔焊机构,其特征在于,所述加热管(140)为钨合金管。
3.根据权利要求1所述的滴熔焊机构,其特征在于,所述预热组件包括加热块,所述旋转台带动工件旋转至所述预热组件的下方时,所述加热块能够朝向所述工件移动并接触所述工件,以对所述工件预热。
4.根据权利要求1所述的滴熔焊机构,其特征在于,所述滴熔焊组件(100)还包括连接于安装架(110)的导向件(150),所述导向件(150)位于所述剪刀(130)与所述加热管(140)之间,所述导向件(150)开设有导向孔(151),所述导向孔(151)与所述加热管(140)同轴设置。
5.根据权利要求4所述的滴熔焊机构,其特征在于,所述导向件(150)的上端与所述加热管(140)的上端分别开设有第一锥形孔(152)和第二锥形孔(141)。
6.一种滴熔焊接机,其特征在于,包括如权利要求1-5任一项所述的滴熔焊机构,还包括上料机构和下料机构,所述上料机构、所述下料机构、所述预热组件以及所述滴熔焊组件(100)沿所述旋转台的周向依次分布;
技术总结
本技术公开了一种滴熔焊接机及其滴熔焊机构,滴熔焊机构包括旋转台以及位于旋转台周侧的预热组件和滴熔焊组件,旋转台沿周向设有多个用于定位工件的定位组件;预热组件用于给工件预热;滴熔焊组件包括安装架以及由上至下依次连接于安装架的锡线、剪刀和加热管;旋转台带动工件旋转至预热组件的下方时,预热组件能够对工件预热,能够减小工件与熔锡之间的温差,从而能够减少锡珠的产生,避免发生炸锡现象,减小安全隐患。旋转台带动工件旋转至滴熔焊组件的下方时,剪刀剪断所需长度的锡线,可以控制焊接时的锡量,避免因多锡或少锡导致的质量问题,最后,锡线落入加热管内并被加热管加热熔化,并滴落至工件上完成焊接。
技术研发人员:唐泽森,麦嘉轩,周晓虎
受保护的技术使用者:东电化电子(珠海)有限公司
技术研发日:20230614
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!