半圆环异型件修边铣孔装置的制作方法
本技术涉及异型零件加工夹具,尤其涉及半圆环异型件修边铣孔装置。
背景技术:
1、如1所示的半圆环异型零件,使用时,通过加工出来的两条切边与待安装面结合,在带安装面上加工与工艺孔对应的过孔,并在工艺孔中加工出螺纹,采用螺丝从待安装面的背面穿过过孔后拧入工艺中,从而将该半圆环异型零件与待安装面安装在一起,从该半圆异型零件的安装过程可以看出,半圆环异型零件的两条切边加工时要保证处于同一水平,且需要加工出与切边垂直的工艺孔,现有技术中,对于半圆环零件加工切边的同时再加工艺时,没有比较好的夹持工具,一般是通过特制的大钳口夹持半圆环零件轴向的两端面,这种夹持方式容易导致零件加工中沿着轴心线旋转位移,导致两条切边不平行,且固定部位少,零件容易变形以及加工时发生振刀现象,有必要针对半圆环异型零件的切边加工及工艺孔加工对夹具结构进行优化。
技术实现思路
1、本实用新型的目的是为了解决现有技术中存在的缺点,而提出的半圆环异型件修边铣孔装置。
2、为了实现上述目的,本实用新型采用了如下技术方案:半圆环异型件修边铣孔装置,包括底板、半圆环零件,所述半圆环零件切口处形成两条切边,两条所述切边内侧壁均设置有多组工艺孔,所述底板上壁固定连接有两组前支撑柱、后支撑柱,两组所述前支撑柱均靠近底板前壁且呈左右分布,两组所述后支撑柱均靠近底板后壁且分别与两组前支撑柱前后对应,所述后支撑柱与前后对应的前支撑柱上壁设置有用于对半圆环零件左右定位的侧定位结构,所述底板上壁且位于两组前支撑柱、后支撑柱之间设置有用于从下方承托半圆环零件的支撑组件,所述前支撑柱前壁及后支撑柱后壁均固定连接有第一固定板,所述底板上壁且位于两组前支撑柱之间、位于两组后支撑柱之间均固定连接有多组第二固定板,多组所述第一固定板外壁以及多组第二固定板上壁均固定连接有下夹板,所述半圆环零件轴向两端分别与多组下夹板搭接,所述下夹板朝向半圆环零件的一端设置有下夹口,所述半圆环零件轴向端部搭接在下夹口内侧壁,所述下夹板上壁通过滑动结构滑动连接有上夹板,所述上夹板下壁且与下夹口上下相对处设置有上夹口,所述上夹口内侧壁通过导向结构滑动连接有压板,所述上夹板内壁螺纹连接有用于压紧压板的第二螺丝,所述第二螺丝贯穿上夹板内壁并伸出至上夹口内部,所述第二螺丝伸出至上夹口的端部与压板上壁抵紧。
3、作为上述技术方案的进一步描述:
4、所述下夹口内侧下壁设置有与半圆环零件外壁弧度一致的圆弧面,所述压板下壁设置有与半圆环零件内侧壁弧度一致的圆弧面。
5、作为上述技术方案的进一步描述:
6、所述侧定位结构包括两组靠板,两组所述靠板分别固定连接在两组前支撑柱与两组后支撑柱上端。
7、作为上述技术方案的进一步描述:
8、所述支撑组件包括多组支撑块,多组所述支撑块呈左右分布依次固定连接在底板上壁,多组所述支撑块远离底板的一端均设置有与半圆环零件外壁弧度一致的圆弧面。
9、作为上述技术方案的进一步描述:
10、所述导向结构包括两组导向柱、第一弹簧,所述上夹板内壁且位于第二螺丝左右两侧分别设置有一组呈上下贯通的第二沉孔,两组所述导向柱呈左右分布依次固定连接在压板上壁,两组所述导向柱远离压板的外壁分别与两组第二沉孔内侧壁滑动连接,两组所述导向柱伸入至第二沉孔内部的端部均固定连接有端头,两组所述第一弹簧分别套设在两组导向柱外壁且均位于端头和第二沉孔内侧下壁之间。
11、作为上述技术方案的进一步描述:
12、所述滑动结构包括两组滑动槽、第二弹簧以及两组滑动块,两组所述滑动块按左右分布依次固定连接在上夹板下壁且位于上夹板前后方向居中位置,两组所述滑动槽呈左右分布依次设置在下夹板朝向上夹板的一端,两组所述滑动块分别滑动连接在两组滑动槽内侧壁,两组所述第二弹簧分别设置在两组滑动槽内侧壁且均位于滑动块朝向上夹口的一侧与滑动槽靠近下夹口的一侧之间。
13、作为上述技术方案的进一步描述:
14、上夹板内壁且位于两组滑动块之间设置有呈上下贯通的第一沉孔,所述第一沉孔为长圆孔且长度方向与半圆环零件轴向呈平行设置,所述下夹板上壁且位于两组滑动槽之间螺纹连接有第一螺丝,所述第一螺丝远离下夹板的一端伸入至第一沉孔内侧壁,所述上夹板通过第一螺丝与下夹板锁紧。
15、本实用新型具有如下有益效果:
16、与现有技术相比,该半圆环异型件修边铣孔装置,装夹时,半圆环零件轴向两端呈前后方向放进两组靠板之间,通过两组靠板进行左右定位,通过底板上壁的多组支撑块进行高度支撑,半圆环零件的轴向两端分别与多组下夹板中的下夹口搭接,再通过将下夹板推向半圆环零件后依次锁紧第一螺丝、第二螺丝,即可通过压板、下夹板将半圆环零件固定住,从而方便同时对两处切边加工,以及加工切边上的多组工艺孔,一次装夹即可完成所有加工,精度高,夹持点多,不容易发生变形和振刀。
技术特征:
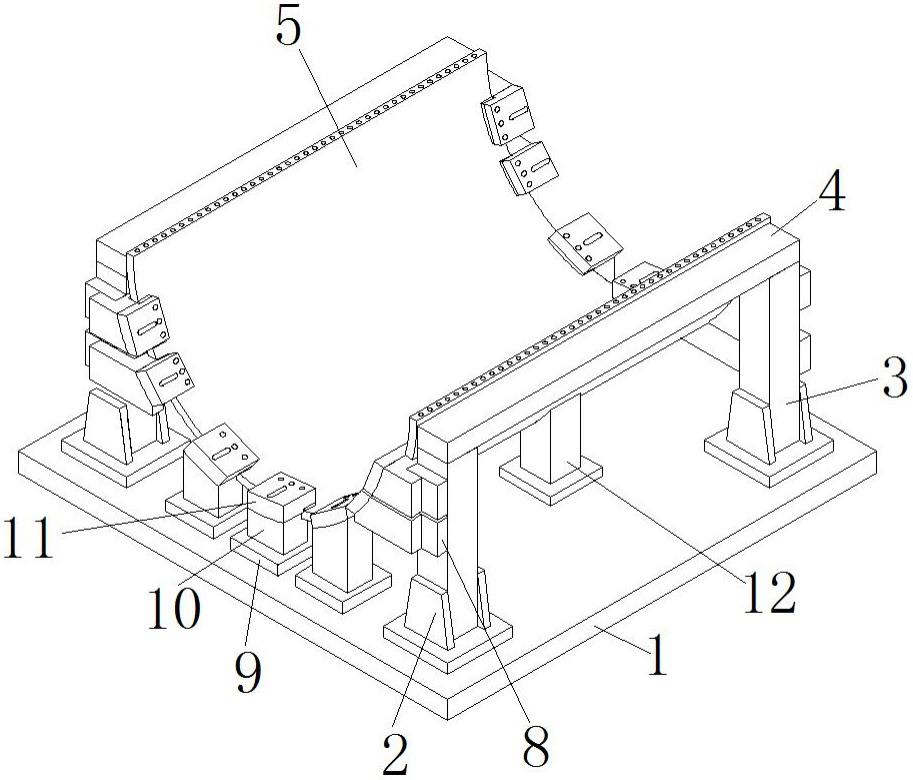
1.半圆环异型件修边铣孔装置,包括底板(1)、半圆环零件(5),所述半圆环零件(5)切口处形成两条切边(6),两条所述切边(6)内侧壁均设置有多组工艺孔(7),其特征在于:所述底板(1)上壁固定连接有两组前支撑柱(2)、后支撑柱(3),两组所述前支撑柱(2)均靠近底板(1)前壁且呈左右分布,两组所述后支撑柱(3)均靠近底板(1)后壁且分别与两组前支撑柱(2)前后对应,所述后支撑柱(3)与前后对应的前支撑柱(2)上壁设置有用于对半圆环零件(5)左右定位的侧定位结构,所述底板(1)上壁且位于两组前支撑柱(2)、后支撑柱(3)之间设置有用于从下方承托半圆环零件(5)的支撑组件,所述前支撑柱(2)前壁及后支撑柱(3)后壁均固定连接有第一固定板(8),所述底板(1)上壁且位于两组前支撑柱(2)之间、位于两组后支撑柱(3)之间均固定连接有多组第二固定板(9),多组所述第一固定板(8)外壁以及多组第二固定板(9)上壁均固定连接有下夹板(10),所述半圆环零件(5)轴向两端分别与多组下夹板(10)搭接,所述下夹板(10)朝向半圆环零件(5)的一端设置有下夹口(13),所述半圆环零件(5)轴向端部搭接在下夹口(13)内侧壁,所述下夹板(10)上壁通过滑动结构滑动连接有上夹板(11),所述上夹板(11)下壁且与下夹口(13)上下相对处设置有上夹口(18),所述上夹口(18)内侧壁通过导向结构滑动连接有压板(16),所述上夹板(11)内壁螺纹连接有用于压紧压板(16)的第二螺丝(17),所述第二螺丝(17)贯穿上夹板(11)内壁并伸出至上夹口(18)内部,所述第二螺丝(17)伸出至上夹口(18)的端部与压板(16)上壁抵紧。
2.根据权利要求1所述的半圆环异型件修边铣孔装置,其特征在于:所述下夹口(13)内侧下壁设置有与半圆环零件(5)外壁弧度一致的圆弧面,所述压板(16)下壁设置有与半圆环零件(5)内侧壁弧度一致的圆弧面。
3.根据权利要求2所述的半圆环异型件修边铣孔装置,其特征在于:所述侧定位结构包括两组靠板(4),两组所述靠板(4)分别固定连接在两组前支撑柱(2)与两组后支撑柱(3)上端。
4.根据权利要求3所述的半圆环异型件修边铣孔装置,其特征在于:所述支撑组件包括多组支撑块(12),多组所述支撑块(12)呈左右分布依次固定连接在底板(1)上壁,多组所述支撑块(12)远离底板(1)的一端均设置有与半圆环零件(5)外壁弧度一致的圆弧面。
5.根据权利要求4所述的半圆环异型件修边铣孔装置,其特征在于:所述导向结构包括两组导向柱(21)、第一弹簧(23),所述上夹板(11)内壁且位于第二螺丝(17)左右两侧分别设置有一组呈上下贯通的第二沉孔(20),两组所述导向柱(21)呈左右分布依次固定连接在压板(16)上壁,两组所述导向柱(21)远离压板(16)的外壁分别与两组第二沉孔(20)内侧壁滑动连接,两组所述导向柱(21)伸入至第二沉孔(20)内部的端部均固定连接有端头(22),两组所述第一弹簧(23)分别套设在两组导向柱(21)外壁且均位于端头(22)和第二沉孔(20)内侧下壁之间。
6.根据权利要求5所述的半圆环异型件修边铣孔装置,其特征在于:所述滑动结构包括两组滑动槽(24)、第二弹簧(25)以及两组滑动块(19),两组所述滑动块(19)按左右分布依次固定连接在上夹板(11)下壁且位于上夹板(11)前后方向居中位置,两组所述滑动槽(24)呈左右分布依次设置在下夹板(10)朝向上夹板(11)的一端,两组所述滑动块(19)分别滑动连接在两组滑动槽(24)内侧壁,两组所述第二弹簧(25)分别设置在两组滑动槽(24)内侧壁且均位于滑动块(19)朝向上夹口(18)的一侧与滑动槽(24)靠近下夹口(13)的一侧之间。
7.根据权利要求6所述的半圆环异型件修边铣孔装置,其特征在于:上夹板(11)内壁且位于两组滑动块(19)之间设置有呈上下贯通的第一沉孔(14),所述第一沉孔(14)为长圆孔且长度方向与半圆环零件(5)轴向呈平行设置,所述下夹板(10)上壁且位于两组滑动槽(24)之间螺纹连接有第一螺丝(15),所述第一螺丝(15)远离下夹板(10)的一端伸入至第一沉孔(14)内侧壁,所述上夹板(11)通过第一螺丝(15)与下夹板(10)锁紧。
技术总结
本技术公开了半圆环异型件修边铣孔装置,包括底板、半圆环零件。本技术,装夹时,半圆环零件轴向两端呈前后方向放进两组靠板之间,通过两组靠板进行左右定位,通过底板上壁的多组支撑块进行高度支撑,半圆环零件的轴向两端分别与多组下夹板中的下夹口搭接,再通过将下夹板推向半圆环零件后依次锁紧第一螺丝、第二螺丝,即可通过压板、下夹板将半圆环零件固定住,从而方便同时对两处切边加工,以及加工切边上的多组工艺孔,一次装夹即可完成所有加工,精度高,夹持点多,不容易发生变形和振刀。
技术研发人员:陈宏祥,李兵,任华川
受保护的技术使用者:四川安德科技有限公司
技术研发日:20230615
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!