一种船舶艉柱焊接装置的制作方法
本技术涉及船舶,具体是一种船舶艉柱焊接装置。
背景技术:
1、艉柱是船尾结构中的强力构件,它位于船尾结构下部的最后端,用来会拢两侧外板,并支撑和保护车叶与舵,同时承受它们工作时的振动力和水动力,因此,尾柱可增强船尾的结构强度艉柱一般包括螺旋桨柱、舵柱和尾柱底骨等部分。其形状取决于船体尾部的线型,并与螺旋桨的数量和舵的形式有关。
2、目前,船舶艉柱在加工时,需要利用到焊接设备进行焊接处理,但是现有技术中的焊接装置存在以下技术问题:(1)由于焊接装置不具有较好的调节效果,在对工件的不同角度部分进行焊接时,需要重新调整工件的角度后再进行焊接,操作较为麻烦,效率较低,加大了工作人员的劳动程度;(2)在对艉柱的外围进行焊接时,并不能一次性将艉柱部位焊接完成,因此,亟需设计一种船舶艉柱焊接装置来解决上述问题。
技术实现思路
1、本实用新型的目的在于提供一种船舶艉柱焊接装置,以解决上述背景技术中提出的问题。
2、为实现上述目的,本实用新型提供如下技术方案:
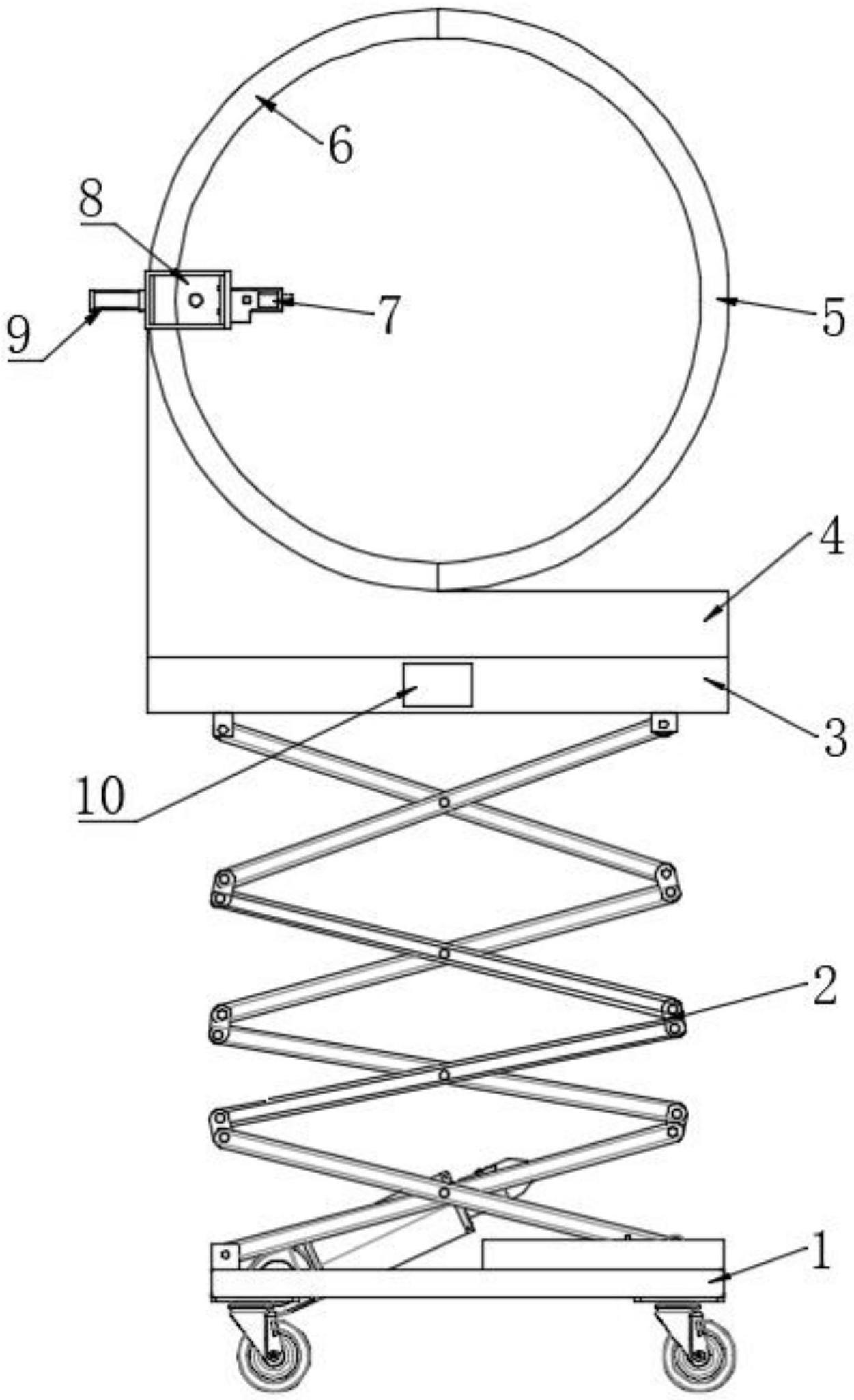
3、一种船舶艉柱焊接装置,包括顶框和设置在顶框底部的升降机构,所述顶框的中间位置开设有安装孔,且安装孔的内壁转动连接有转轴,转轴的外壁设置有方向调节组件,所述转轴的顶部固定安装有支撑框,且支撑框的顶部一侧固定有第一夹持箍,支撑框的内部设置有位移组件,位移组件上设置有第二夹持箍,所述第一夹持箍的内部和第二夹持箍的内部转动设置有活动框,且活动框上设置有旋转机构,所述活动框的一端固定有固定架,且固定架的内壁插接有u型推板,固定架的一端固定安装有用于推动u型推板移动的第一气缸,所述u型推板的一端固定有安装座,且安装座的一侧固定安装有焊枪。
4、优选地,所述第二夹持箍和第一夹持箍均设置成半圆形。
5、优选地,方向调节组件包括固定在转轴外壁的第一齿轮,且顶框的一侧中间位置固定安装有支撑架,支撑架的一端内壁固定安装有第二气缸,顶框的两侧均开设有导向口,第二气缸的活塞端固定安装有插接在导向口内的l型齿条板,l型齿条板的一侧与第一齿轮的一侧相啮合。
6、优选地,所述位移组件包括转动连接在支撑框一端内壁的螺纹杆,且支撑框的另一端内壁固定安装有用于驱动螺纹杆旋转的正反转电机,螺纹杆的外壁螺接有贴合在支撑框内壁的活动套,活动套的顶部与第二夹持箍的底部相固定。
7、优选地,所述旋转机构包括等距离开设在第一夹持箍圆周内壁中间位置和第二夹持箍圆周内壁中间位置的齿槽,且活动框的内壁转动连接有第二齿轮,活动框的另一端固定安装有用于驱动第二齿轮旋转的驱动电机,第二齿轮的一侧与齿槽的内壁相啮合。
8、优选地,所述第一夹持箍的内壁两侧和第二夹持箍的内壁两侧均开设有导向槽,且活动框的一侧两端均固定有插接在导向槽内的导向块,导向块的横截面与导向槽的横截面均呈t型。
9、优选地,所述升降机构包括设置在顶框底部的液压剪叉升降机,且液压剪叉升降机的底部设置有支撑底座,支撑底座的底部四角均固定有万向轮。
10、与现有技术相比,本实用新型的有益效果是:
11、本实用新型中,利用设置的液压剪叉升降机将整个焊接装置调整到所需要的焊接高度,使得艉柱所需焊接位置处于第一夹持箍和第二夹持箍之间,此时利用位移组件调节第二夹持箍与第一夹持箍闭合,通过第一气缸调节焊枪与焊接位置相对应,并通过旋转机构带动焊枪旋转一圈观察是否有阻力,带无阻力时启动焊枪进行旋转焊接操作,便于一次性将艉柱部位焊接完成;
12、本实用新型中,利用设置的方向调节组件带动转轴、支撑框、第一夹持箍、第二夹持箍和焊枪进行角度旋转,使得整个焊接装置具有较好的方向调节效果,便于对工件的不同角度部分进行焊接,无需重新调整工件的角度,降低工作人员的劳动程度。
技术特征:
1.一种船舶艉柱焊接装置,包括顶框(3)和设置在顶框(3)底部的升降机构,其特征在于:所述顶框(3)的中间位置开设有安装孔,且安装孔的内壁转动连接有转轴(20),转轴(20)的外壁设置有方向调节组件,所述转轴(20)的顶部固定安装有支撑框(4),且支撑框(4)的顶部一侧固定有第一夹持箍(6),支撑框(4)的内部设置有位移组件,位移组件上设置有第二夹持箍(5),所述第一夹持箍(6)的内部和第二夹持箍(5)的内部转动设置有活动框(8),且活动框(8)上设置有旋转机构,所述活动框(8)的一端固定有固定架(24),且固定架(24)的内壁插接有u型推板(23),固定架(24)的一端固定安装有用于推动u型推板(23)移动的第一气缸(9),所述u型推板(23)的一端固定有安装座(17),且安装座(17)的一侧固定安装有焊枪(7)。
2.根据权利要求1所述的一种船舶艉柱焊接装置,其特征在于:所述第二夹持箍(5)和第一夹持箍(6)均设置成半圆形。
3.根据权利要求2所述的一种船舶艉柱焊接装置,其特征在于:方向调节组件包括固定在转轴(20)外壁的第一齿轮(19),且顶框(3)的一侧中间位置固定安装有支撑架(10),支撑架(10)的一端内壁固定安装有第二气缸(11),顶框(3)的两侧均开设有导向口(18),第二气缸(11)的活塞端固定安装有插接在导向口(18)内的l型齿条板(12),l型齿条板(12)的一侧与第一齿轮(19)的一侧相啮合。
4.根据权利要求3所述的一种船舶艉柱焊接装置,其特征在于:所述位移组件包括转动连接在支撑框(4)一端内壁的螺纹杆(13),且支撑框(4)的另一端内壁固定安装有用于驱动螺纹杆(13)旋转的正反转电机(21),螺纹杆(13)的外壁螺接有贴合在支撑框(4)内壁的活动套(22),活动套(22)的顶部与第二夹持箍(5)的底部相固定。
5.根据权利要求4所述的一种船舶艉柱焊接装置,其特征在于:所述旋转机构包括等距离开设在第一夹持箍(6)圆周内壁中间位置和第二夹持箍(5)圆周内壁中间位置的齿槽(14),且活动框(8)的内壁转动连接有第二齿轮(26),活动框(8)的另一端固定安装有用于驱动第二齿轮(26)旋转的驱动电机(16),第二齿轮(26)的一侧与齿槽(14)的内壁相啮合。
6.根据权利要求5所述的一种船舶艉柱焊接装置,其特征在于:所述第一夹持箍(6)的内壁两侧和第二夹持箍(5)的内壁两侧均开设有导向槽(15),且活动框(8)的一侧两端均固定有插接在导向槽(15)内的导向块(25),导向块(25)的横截面与导向槽(15)的横截面均呈t型。
7.根据权利要求1所述的一种船舶艉柱焊接装置,其特征在于:所述升降机构包括设置在顶框(3)底部的液压剪叉升降机(2),且液压剪叉升降机(2)的底部设置有支撑底座(1),支撑底座(1)的底部四角均固定有万向轮。
技术总结
本技术涉及船舶技术领域,具体为一种船舶艉柱焊接装置,包括顶框和设置在顶框底部的升降机构,所述顶框的中间位置开设有安装孔,且安装孔的内壁转动连接有转轴,转轴的外壁设置有方向调节组件,所述转轴的顶部固定安装有支撑框,且支撑框的顶部一侧固定有第一夹持箍,支撑框的内部设置有位移组件,位移组件上设置有第二夹持箍,所述第一夹持箍的内部和第二夹持箍的内部转动设置有活动框,且活动框上设置有旋转机构。本技术通过旋转机构带动焊枪进行旋转焊接操作,便于一次性将艉柱部位焊接完成,利用方向调节组件带动焊枪进行角度旋转,使得整个焊接装置具有较好的方向调节效果,便于对工件的不同角度部分进行焊接。
技术研发人员:庞舒予,谢宏贵,田成光,罗振龙,熊伟
受保护的技术使用者:中船广西船舶及海洋工程有限公司
技术研发日:20230615
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!