一种散热片冲切模具的制作方法
本技术涉及冲切模具,特别涉及一种散热片冲切模具。
背景技术:
1、散热片为了提高散热效果,其上下两侧分布有若干凸柱,而根据实际需求,本设计产品外周的凸柱距离产品边缘仅有0.2mm,因此冲头只能通过纵横交错的刀头将产品冲出,只有在刀头的纵向与横向的端部位置才能对产品进行冲切,其余边缘位置由于空间不满足要求,则无法进行压合冲切,只能进行空切,而本设计散热片板体厚度为2mm,对2mm厚度的钢板直接进行空切位置必然会导致产品变形、塌边与毛刺缺陷,因此还需进行改进。
技术实现思路
1、本实用新型的目的是提供一种散热片冲切模具以解决背景技术中提及问题。
2、为了实现上述目的,本实用新型提供如下技术方案:
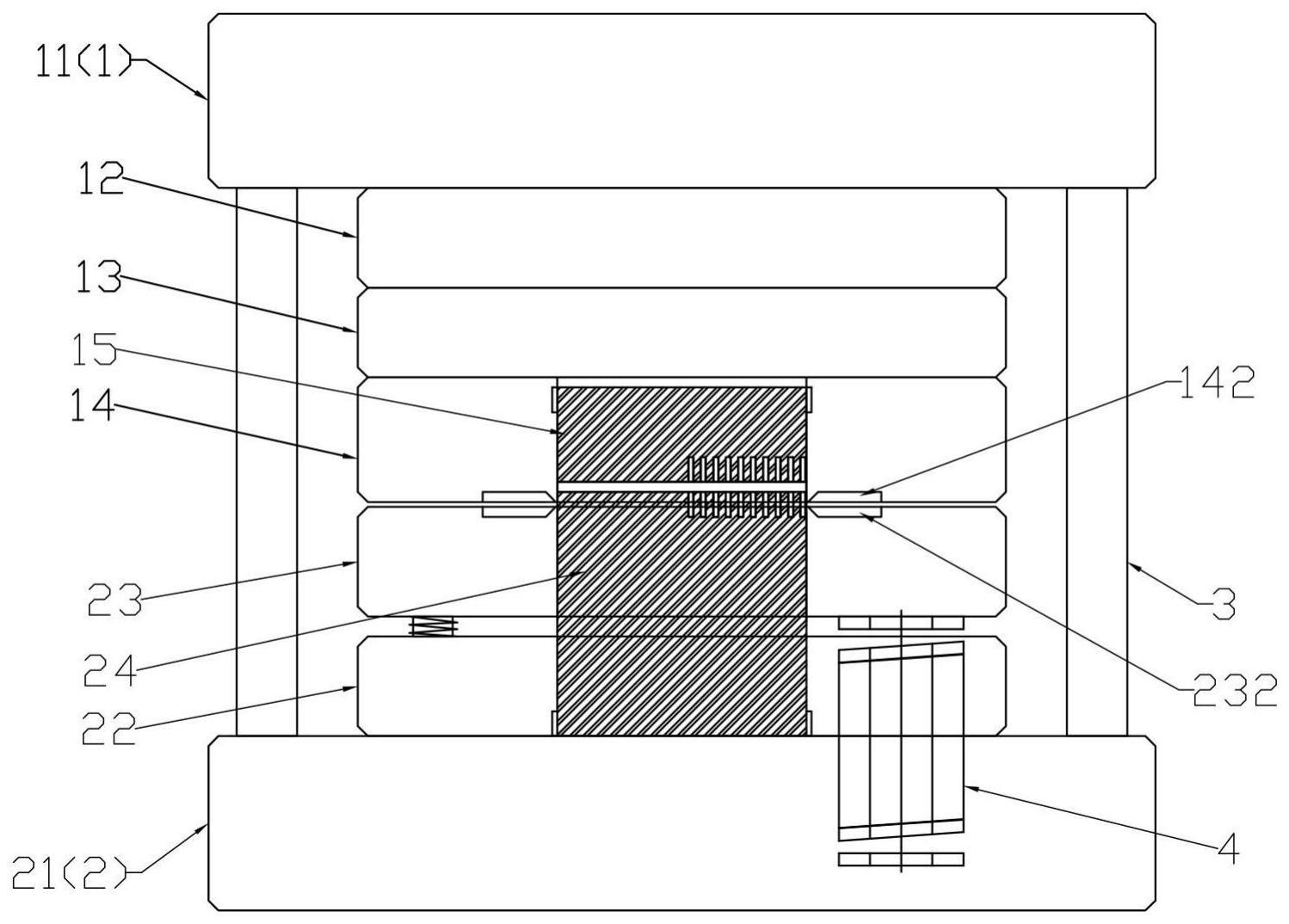
3、一种散热片冲切模具,包括上模和下模;所述上模包括从上往下依次固定的上模座、上垫板、上夹板和母模板,以及安装在母模板内的内脱板;所述下模包括下模座、固定在下模座上方的下垫板、活动连接在下垫板上方的下脱板、以及固定在下模座上并穿设过下垫板与下脱板的冲头;还包括氮气弹簧;所述下脱板中部具有供冲头穿过的第一冲孔;所述下脱板的上表面对应第一冲孔外周设有第一环形槽;所述第一冲孔与第一环形槽之间形成有第一压环;所述第一压环位于第一冲孔边缘;所述母模板中部具有用于安装内脱板的第二冲孔;所述母模板的下表面设有与第一环形槽对应的第二环形槽,以及与第一压环对应的第二压环;所述第一压环的上端与第二压环的下端的环宽均为0.2-0.5mm;所述氮气弹簧固定在下模座上且上端与下脱板连接。
4、对本实用新型的进一步描述,所述第一压环的上端与第二压环的下端的环宽均为0.3mm。
5、对本实用新型的进一步描述,所述第一压环与第二压环的外壁为往外倾斜的斜面。
6、对本实用新型的进一步描述,所述第一环形槽与第二环形槽的深度为2mm。
7、本实用新型的有益效果为:
8、材料摆放在下脱板上方,材料的外边缘位于第一环形槽上方,第一压环与第二压环位于刀口的外边缘,在冲压过程中,上模下压,材料的切断位置被第一压环与第二压环压紧,氮气弹簧对下脱板提供压力,从而对材料的切断位置上下两侧进行强挤压,将挤压位置压扁,第一环形槽与第二环形槽的设置为材料的挤压往外延伸提供空间,由于第一压环的上端与第二压环的下端为压合端面,该位置的环宽设置为0.2-0.5mm,挤压面小,压力大,容易形变,变薄后,再通过冲头对材料进行冲切,从而可以提高产品冲切面的精度,不会出现变形、塌边与毛刺等缺陷。
技术特征:
1.一种散热片冲切模具,包括上模和下模;所述上模包括从上往下依次固定的上模座、上垫板、上夹板和母模板,以及安装在母模板内的内脱板;所述下模包括下模座、固定在下模座上方的下垫板、活动连接在下垫板上方的下脱板、以及固定在下模座上并穿设过下垫板与下脱板的冲头;其特征在于:还包括氮气弹簧;所述下脱板中部具有供冲头穿过的第一冲孔;所述下脱板的上表面对应第一冲孔外周设有第一环形槽;所述第一冲孔与第一环形槽之间形成有第一压环;所述第一压环位于第一冲孔边缘;所述母模板中部具有用于安装内脱板的第二冲孔;所述母模板的下表面设有与第一环形槽对应的第二环形槽,以及与第一压环对应的第二压环;所述第一压环的上端与第二压环的下端的环宽均为0.2-0.5mm;所述氮气弹簧固定在下模座上且上端与下脱板连接。
2.根据权利要求1所述的一种散热片冲切模具,其特征在于:所述第一压环的上端与第二压环的下端的环宽均为0.3mm。
3.根据权利要求1所述的一种散热片冲切模具,其特征在于:所述第一压环与第二压环的外壁为往外倾斜的斜面。
4.根据权利要求1所述的一种散热片冲切模具,其特征在于:所述第一环形槽与第二环形槽的深度为2mm。
技术总结
本技术提供一种散热片冲切模具,包括上模和下模;上模的底部具有母模板;下模包括下模座、固定在下模座上方的下垫板、活动连接在下垫板上方的下脱板、以及固定在下模座上的冲头;还包括氮气弹簧;下脱板中部具有供冲头穿过的第一冲孔;下脱板的上表面对应第一冲孔外周设有第一环形槽;第一冲孔与第一环形槽之间形成有第一压环;第一压环位于第一冲孔边缘;母模板中部具有用于安装内脱板的第二冲孔;母模板的下表面设有与第一环形槽对应的第二环形槽,以及与第一压环对应的第二压环;第一压环的上端与第二压环的下端的环宽均为0.2‑0.5mm;氮气弹簧固定在下模座上且上端与下脱板连接,本设计冲切后可保证产品边缘空切位置精度。
技术研发人员:廖生焕,唐三连
受保护的技术使用者:东莞六淳能源科技有限公司
技术研发日:20230615
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!