一种罐体盘管重力寻位焊接装置的制作方法
本技术涉及罐体,尤其涉及一种罐体盘管重力寻位焊接装置。
背景技术:
1、在其钢结构体以盘管筒体为主,筒体与盘管需进行焊接,现有方式是通过多名工人进行焊接,罐体螺旋盘管焊接工作量大且为高空作业存在一定的安全隐患效率,并且由于罐体直径不同、罐体圆度误差和盘管间距不同难以实行自动化焊接。
技术实现思路
1、本实用新型旨在解决上述缺陷,提供一种罐体盘管重力寻位焊接装置,实现对罐体盘管自动进行焊接。
2、为了克服背景技术中存在的缺陷,本实用新型解决其技术问题所采用的技术方案是:一种罐体盘管重力寻位焊接装置,包括支撑平台、在支撑平台上转动设置的转动机构以及在支撑平台上连接的升降支架,所述转动机构上安装罐体,所述罐体螺旋绕设盘管,所述升降支架上下滑动设置左右导轨,所述左右导轨上水平滑动设置焊接机构,所述左右导轨与钢丝绳二的一端连接,所述钢丝绳二另一端绕过在升降支架上滚动设置的滑轮c后与配重块b连接,所述配重块b在自身重力的作用下通过钢丝绳二拉动左右导轨从而向上移动。
3、进一步的改进,包括所述焊接机构包括焊枪固定架以及在焊枪固定架上设置的焊机,所述焊枪固定架上设置定位滑轮座,所述焊机的焊枪对准罐体表面绕设的盘管的连接处,所述焊枪固定架与钢丝绳一的一端连接,所述钢丝绳一的另一端依次绕设左右导轨上滚动设置的滑轮a和滑轮b后与配重块a连接,所述配重块a在自身重力作用下通过钢丝绳一拉动焊枪固定架向罐体一侧移动,所述定位滑轮座贴合于罐体表面,所述焊枪固定架下端设置的左右滑块在左右导轨滑动设置。
4、进一步的改进,包括所述左右导轨上连接的上下滑块在升降支架上连接的上下滑轨上滑动设置。
5、进一步的改进,包括所述转动机构包括旋转圆盘、安装在支撑平台下端的调速电机以及设置在旋转圆盘上的压紧装置,所述调速电机的输出端穿过支撑平台与旋转圆盘连接,所述调速电机上连接电机减速器,所述压紧装置用于将罐体进行固定。
6、进一步的改进,包括所述压紧装置设置于旋转圆盘上连接的定位块上。
7、进一步的改进,包括所述支撑平台下端设置多个用于支撑的平台支撑脚。
8、进一步的改进,包括所述平台支撑脚底部螺纹连接用于调节高度的水平调节螺栓。
9、本实用新型的有益效果是:本装置通过配重块b下落拉动焊接机构向上移动对转动的罐体上的盘管进行自动焊接,解决了因为罐体直径不同、罐体圆度误差和盘管间距不同难以实行自动化焊接的问题,有利于提高罐体盘管焊接质量和作业效率;平台支撑脚保证罐体转动时的稳定性和可靠性;提高了作业时的安全性。
技术特征:
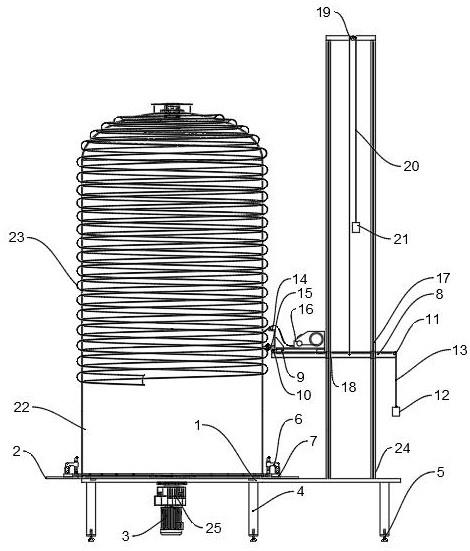
1.一种罐体盘管重力寻位焊接装置,其特征是,包括支撑平台(1)、在支撑平台(1)上转动设置的转动机构以及在支撑平台(1)上连接的升降支架(24),所述转动机构上安装罐体(22),所述罐体(22)螺旋绕设盘管(23),其特征是,所述升降支架(24)上下滑动设置左右导轨(8),所述左右导轨(8)上水平滑动设置焊接机构,所述左右导轨(8)与钢丝绳二(20)的一端连接,所述钢丝绳二(20)另一端绕过在升降支架(24)上滚动设置的滑轮c(19)后与配重块b(21)连接,所述配重块b(21)在自身重力的作用下通过钢丝绳二(20)拉动左右导轨(8)从而向上移动。
2.如权利要求1所述的一种罐体盘管重力寻位焊接装置,其特征在于:所述焊接机构包括焊枪固定架(14)以及在焊枪固定架(14)上设置的焊机(16),所述焊枪固定架(14)上设置定位滑轮座(15),所述焊机(16)的焊枪对准罐体(22)表面绕设的盘管(23)的连接处,所述焊枪固定架(14)与钢丝绳一(13)的一端连接,所述钢丝绳一(13)的另一端依次绕设左右导轨(8)上滚动设置的滑轮a(10)和滑轮b(11)后与配重块a(12)连接,所述配重块a(12)在自身重力作用下通过钢丝绳一(13)拉动焊枪固定架(14)向罐体(22)一侧移动,所述定位滑轮座(15)贴合于罐体(22)表面,所述焊枪固定架(14)下端设置的左右滑块(9)在左右导轨(8)滑动设置。
3.如权利要求1所述的一种罐体盘管重力寻位焊接装置,其特征在于:所述左右导轨(8)上连接的上下滑块(18)在升降支架(24)上连接的上下滑轨(17)上滑动设置。
4.如权利要求1所述的一种罐体盘管重力寻位焊接装置,其特征在于:所述转动机构包括旋转圆盘(2)、安装在支撑平台(1)下端的调速电机(25)以及设置在旋转圆盘(2)上的压紧装置(6),所述调速电机(25)的输出端穿过支撑平台(1)与旋转圆盘(2)连接,所述调速电机(25)上连接电机减速器(3),所述压紧装置(6)用于将罐体(22)进行固定。
5.如权利要求4所述的一种罐体盘管重力寻位焊接装置,其特征在于:所述压紧装置(6)设置于旋转圆盘(2)上连接的定位块(7)上。
6.如权利要求1所述的一种罐体盘管重力寻位焊接装置,其特征在于:所述支撑平台(1)下端设置多个用于支撑的平台支撑脚(4)。
7.如权利要求6所述的一种罐体盘管重力寻位焊接装置,其特征在于:所述平台支撑脚(4)底部螺纹连接用于调节高度的水平调节螺栓(5)。
技术总结
本技术涉及罐体技术领域,尤其是一种罐体盘管重力寻位焊接装置,包括支撑平台、在支撑平台上转动设置的转动机构以及在支撑平台上连接的升降支架,所述转动机构上安装罐体,所述罐体螺旋绕设盘管,所述升降支架上下滑动设置左右导轨,所述左右导轨上水平滑动设置焊接机构,所述左右导轨与钢丝绳二的一端连接,所述钢丝绳二另一端绕过在升降支架上滚动设置的滑轮C后与配重块B连接,所述配重块B在自身重力的作用下通过钢丝绳二拉动左右导轨从而向上移动。本技术通过配重块B下落拉动焊接机构向上移动对盘管进行自动焊接,解决了罐体直径不同和盘管间距不同难以实行自动化焊接的问题,提高了罐体盘管焊接质量和作业效率。
技术研发人员:沈海全,何敏,沈逸峰,周春飞,代义明,许文虎
受保护的技术使用者:中车常州车辆有限公司
技术研发日:20230615
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!