圆盘式多装夹位夹爪的制作方法
本技术涉及光学镜头配件加工,特别涉及一种圆盘式多装夹位夹爪。
背景技术:
1、在现代化工业生产技术中,车床及数控车铣床普通的装夹方式都以夹盘装夹工件为主,在生产薄壁零件及塑性变形量大的材质产品过程中,需要对薄壁零件及塑性变形量大的材质产品进行定心定位,并且还要保证夹紧且牢固可靠,目前多数生产制造者使用的工装夹具结构相对比较复杂,装夹操作不够便利,使得产品的加工成本显著增加。
技术实现思路
1、本实用新型的目的是为了克服已有技术的缺陷,提出一种圆盘式多装夹位夹爪,通过在圆盘式夹块上设置有多级台阶能够适应多种尺寸工件的装夹。
2、为实现上述目的,本实用新型采用以下具体技术方案:
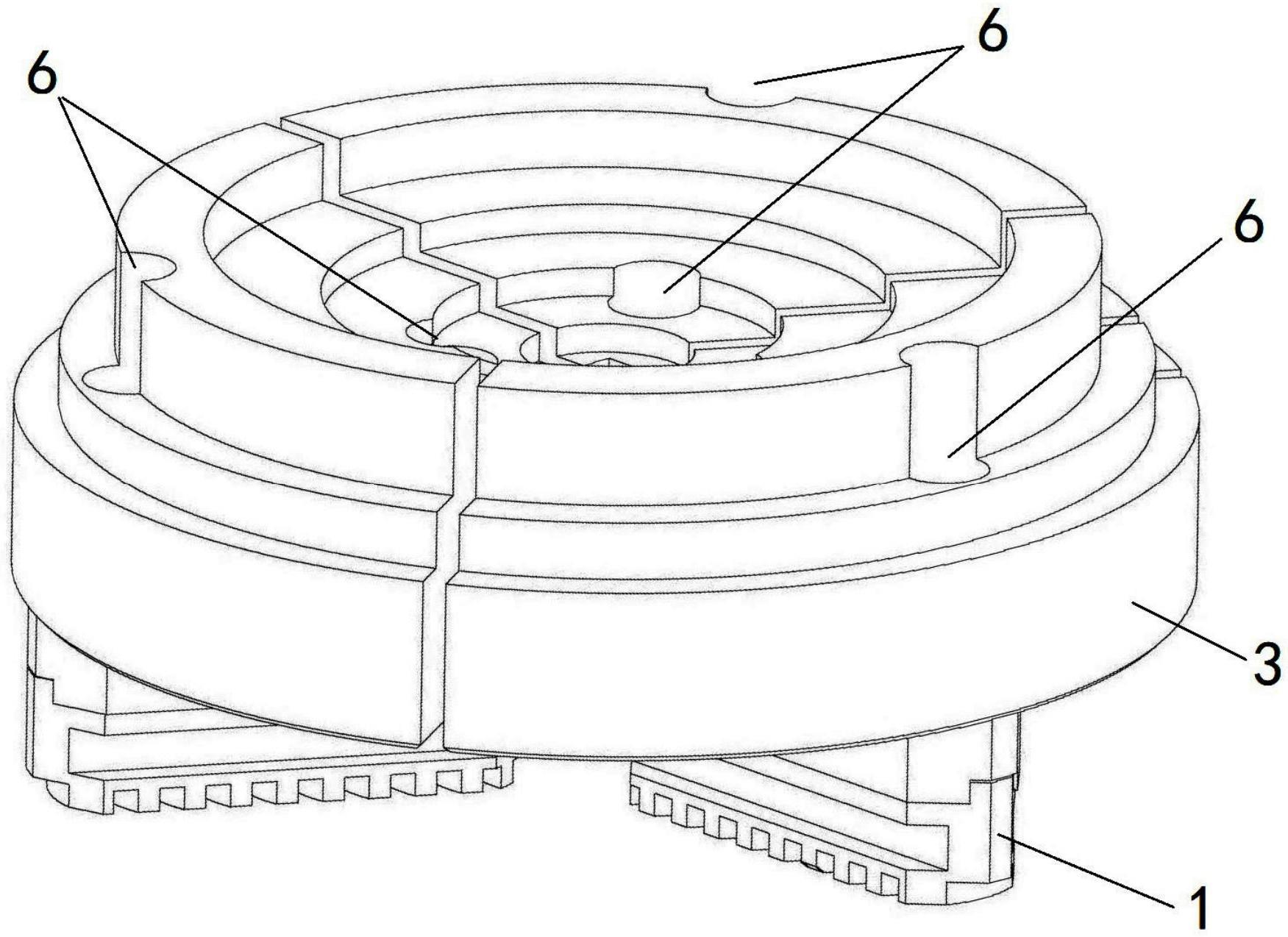
3、本实用新型提供的圆盘式多装夹位夹爪,包括基础爪底、销轴、圆盘式夹块以及紧固螺杆,基础爪底用于与机床夹盘相连接,圆盘式夹块用于装夹光学镜片安装座;圆盘式夹块与基础爪底连接的一面加工有限位槽,用于连接基础爪底;基础爪底与限位槽连接的面上加工或装配有销轴,限位槽上对应于销轴的位置加工有销轴孔,销轴和销轴孔用于定位基础爪底和圆盘式夹块;圆盘式夹块和基础爪底还加工有紧固螺杆安装孔,紧固螺杆安装在紧固螺杆安装孔内,用于固定连接圆盘式夹块和基础爪底;圆盘式夹块采用分块设计,基础爪底与分块的数量均为三个,每个分块的形状为120°圆心角的扇形。
4、优选地,圆盘式夹块远离基础爪底的一面加工有不同直径的圆形装夹位,每个装夹位均加工形成有独立台阶,用于装夹不同尺寸的光学镜片安装座。
5、优选地,圆盘夹块选用硬度hb10~150材料夹块。
6、优选地,圆盘式夹块选用铝制夹块或硬塑料夹块。
7、本实用新型能够取得如下技术效果:
8、1、本实用新型提供的圆盘式多装夹位夹爪通过在圆盘式夹块上设置有一个或若干个台阶组成的装夹位,能够对工件进行夹持并适应多种尺寸的工件,装夹位尺寸可根据生产加工需求进行设置,提高了夹爪的适用性和使用效率,降低生产成本;通过采用圆盘式形状装夹位,形成整圆抱合,对薄壁件装夹成整体受力,很好的解决了薄壁零部件装夹的变形问题;
9、2、通过设置销轴实现圆盘式夹块与基础爪底的快捷准确定位,有效降低安装过程中的位置误差;通过将圆盘式夹块设计为分块结构,能够实现每个分块分别与机床夹盘连接,便于安装操作;圆盘式夹块与基础爪底采取了定位快换方式,可以和现有夹盘型号形成配套、模块化产品,提高通用性;
10、3、圆盘式夹块选用铝或硬塑料材料制成,通过采用可塑加工性能较好的材料,能够有效避免由于传统夹爪硬度高导致的在装夹及加工过程中容易损坏工件及刀具的问题。
技术特征:
1.一种圆盘式多装夹位夹爪,其特征在于,包括基础爪底、销轴、圆盘式夹块以及紧固螺杆,所述基础爪底用于与机床夹盘相连接,所述圆盘式夹块用于装夹光学镜片安装座;所述圆盘式夹块与所述基础爪底连接的一面加工有限位槽,用于连接所述基础爪底;所述基础爪底与所述限位槽连接的面上加工或装配有销轴,所述限位槽上对应于所述销轴的位置加工有销轴孔,所述销轴和所述销轴孔用于定位所述基础爪底和所述圆盘式夹块;所述圆盘式夹块和所述基础爪底还加工有紧固螺杆安装孔,所述紧固螺杆安装在所述紧固螺杆安装孔内,用于固定连接所述圆盘式夹块和所述基础爪底;所述圆盘式夹块采用分块设计,所述基础爪底与所述分块的数量均为三个,每个分块的形状为120°圆心角的扇形。
2.根据权利要求1所述的圆盘式多装夹位夹爪,其特征在于,所述圆盘式夹块远离所述基础爪底的一面加工有不同直径的圆形装夹位,每个装夹位均加工形成有独立台阶,用于装夹不同尺寸的光学镜片安装座。
3.根据权利要求1所述的圆盘式多装夹位夹爪,其特征在于,所述圆盘式夹块选用硬度hb10~150材料夹块。
4.根据权利要求3所述的圆盘式多装夹位夹爪,其特征在于,所述圆盘式夹块选用铝制夹块或硬塑料夹块。
技术总结
本技术涉及光学镜头配件加工技术领域,特别涉及一种圆盘式多装夹位夹爪。上述夹爪主要包括基础爪底和圆盘式夹块,二者通过销轴定位并通过紧固螺杆安装连接,圆盘式夹块远离基础爪底的一面加工有不同直径的圆形装夹位,每个装夹位均加工形成有独立台阶,用于装夹不同尺寸的光学镜片安装座。本技术提供的圆盘式多装夹位夹爪,通过在圆盘式夹块上根据加工产品的尺寸设置有多级台阶组成的装夹位,能够适应多种尺寸的工件;通过设置销轴实现圆盘式夹块与基础爪底的快捷准确定位,有效降低安装过程中的位置误差;通过将圆盘式夹块设计为分块结构,能够实现每个分块分别与机床夹盘连接,便于安装操作。
技术研发人员:贾真,郑洪福,刘晓丰,翟金龙
受保护的技术使用者:长春国宇光学科技有限公司
技术研发日:20230615
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!