一种天窗总成前排顶灯壳体的膨胀螺丝扣装配工装的制作方法
本技术涉及自动化设备,具体涉及一种天窗总成前排顶灯壳体的膨胀螺丝扣装配工装。
背景技术:
1、随着汽车行业的飞速发展,天窗已经成为汽车的一种标配,汽车天窗改变了传统的换气形式,风吹进来形成一股气流,将车厢内的浑浊空气抽出去。汽车高速行驶时,空气分别从车的四周快速流过,当天窗打开时,车的外面就形成一片负压区,由于车内外气压的不同,就能将车内污浊的空气抽出,达到换气的目的,让车厢内始终保持清新的空气,让你备感驾驶的乐趣。
2、在汽车天窗总成的制造过程中需要往前壳顶灯的壳体上安装多个膨胀螺丝扣,但现有技术中采用人工将膨胀螺丝扣一颗颗的安装到前壳顶灯的壳体上,导致生产效率底下,且由于人工成本增加,造成制造成本大幅度的提高。
技术实现思路
1、为解决背景技术中存在的技术问题,本实用新型提出的一种天窗总成前排顶灯壳体的膨胀螺丝扣装配工装。
2、本实用新型就解决其技术问题所采用的技术方案如下:
3、一种天窗总成前排顶灯壳体的膨胀螺丝扣装配工装,包括装配工位,布置在装配工位上的载板,活动设置在装配工位上的移载模组和安装机构;
4、载板,用于放置壳体,且所述壳体上设有一侧开口的凹槽;
5、移载模组,用于转运膨胀螺丝扣至装配工位;
6、安装机构,包括升降设置在装配工位上方的定位板,以及设置在定位板上的安装模组,所述安装模组上设有衔接凹槽的安装槽,所述安装槽面向凹槽开口,所述膨胀螺丝扣通过移载模组被转送至安装槽,所述安装模组的动作端动作,使膨胀螺丝扣进入凹槽。
7、优选的,所述载板底部设有驱动载板移动的输送机构,所述定位板抬升允许载板进入装配工位,所述定位板下降,使安装槽衔接凹槽。通过以上改进,当定位板处于抬升状态时,输送机构带动载板移动,使载板移动至定位板下方,当载板到达指定位置后,定位板下降,使安装模组的动作置入到凹槽内,使安装槽与凹槽衔接。
8、优选的,所述安装模组包括设置在定位板上的驱动单元,与驱动单元输出端连接的推杆,以及固定在定位板的上的导向块,所述推杆穿设在导向块内,且所述安装槽构成在导向块上。通过以上改进,移载模组抓取膨胀螺丝扣,并将膨胀螺丝扣转送到导向块的安装槽内,驱动单元的输出端动作使推杆朝向膨胀螺丝扣动作,将膨胀螺丝扣推入到壳体的凹槽内。
9、优选的,所述定位板两侧底部设有升降单元,所述定位板上形成有供壳体露出的避空槽。通过以上改进,定位板两侧的升降单元同时驱动定位板上下动作,当载板进行传送时,定位板被顶起,当载板停止输送进行膨胀螺丝扣的安装时,定位板下降时定位板上的安装模组的动作端置入在壳体的凹槽内,从而对壳体进行定位,且定位板上形成有供壳体露出的避空槽,为安装膨胀螺丝扣提供空间。
10、优选的,所述定位板上还设有压紧块,所述压紧块与壳体顶部抵接。通过以上改进,提高壳体安装膨胀螺丝扣过程中的稳定性。
11、优选的,所述移载模组的取料区域还设有供料模组,所述供料模组包括供料器,以及与供料器的出料端连接的分料组件,所述分料组件包括分料块以及驱动分料块移动的推动单元,且所述分料块上形成有供膨胀螺丝扣置入的进料槽。通过以上改进,供料器将多个膨胀螺丝扣排列往分料块输送,当有一个膨胀螺丝扣进入到分料块的进料槽后,推动单元推动分料块,使分料块与供料器的出料端错位,供移载模组抓取,保证每次抓取一个膨胀螺丝扣,且避免了在抓取过程中被抓取的膨胀螺丝扣带起相邻的膨胀螺丝扣,造成供料器卡料。
12、优选的,所述移载模组包括用于夹取膨胀螺丝扣的夹取单元,以及驱动夹取单元沿x、y、z轴移动的横移模组。通过以上改进,夹取单元夹紧膨胀螺丝扣后,横移模组带动夹取单元沿着x、y、z轴移动,使膨胀螺丝扣能从供料器移动至安装机构上。
13、优选的,所述移动模组侧部设有转动支架,所述转动支架上转设有限位板,且所述移动模组上设有驱动限位板转动的伸缩单元,所述载板底部形成有供限位板置入的定位槽。通过以上改进,伸缩单元驱动限位板转动,使限位板的端部置入到定位槽内,保证膨胀螺丝扣在安装过程中位置的精度。
14、优选的,所述限位板的端部设有滚轮,所述滚轮置入在定位槽内。通过以上改进,在限位板的端部设置滚轮,滚轮可以更好的进顺滑的进入的定位槽内。
15、优选的,所述推杆端部形成有与膨胀螺丝扣适配的弧形槽,所述膨胀螺丝扣上形成若干个环形挡边,所述环形挡边之间形成有供推杆置入的限位槽。通过以上改进,在推杆的端部设置与膨胀螺丝扣适配的弧形槽,可以避免推杆作用膨胀螺丝扣时导致膨胀螺丝扣倾斜,且推杆插入在膨胀螺丝扣的环形挡边之间,进一步提高了膨胀螺丝扣在移动过程中的稳定性,从而提高了膨胀螺丝扣的安装效果。
16、与现有技术相比,本实用新型具有以下优点和有益效果:
17、通过将前排顶灯的壳体放置在载板上,载板移动至指定位置,随后移动模组上方的定位板下降,使定位板上的安装模组的动作端置入在壳体的凹槽内,以使安装槽和凹槽进行定位,完成定位后,移载模组转送供料模组上的膨胀螺丝扣至安装模组的安装槽上,最后安装模组的动作端动作将膨胀螺丝扣顶入到壳体的凹槽内,完成安装后,定位板上升,下一块载板进入安装区域,实现自动化安装膨胀螺丝扣,相比人工效率大幅度提升,且节省了大量的人力,降低了制造成本。
技术特征:
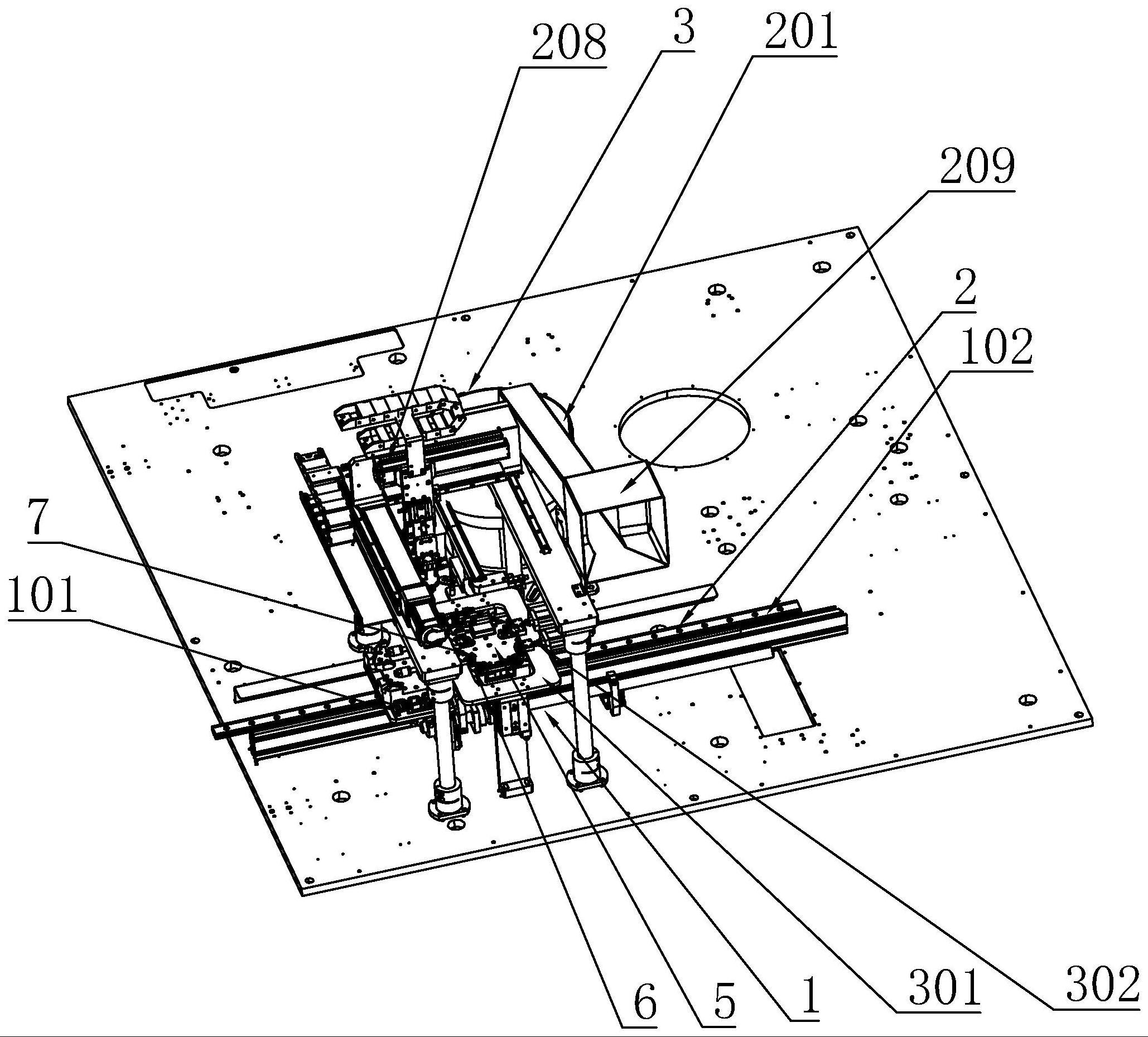
1.一种天窗总成前排顶灯壳体的膨胀螺丝扣装配工装,其特征在于,包括装配工位(1),布置在装配工位(1)上的载板(101),活动设置在装配工位(1)上的移载模组(4)和安装机构(3);
2.根据权利要求1所述的一种天窗总成前排顶灯壳体的膨胀螺丝扣装配工装,其特征在于,所述载板(101)底部设有驱动载板(101)移动的输送机构(2),所述定位板(301)抬升允许载板(101)进入装配工位(1),所述定位板(301)下降,使安装槽(306)衔接凹槽(6)。
3.根据权利要求1所述的一种天窗总成前排顶灯壳体的膨胀螺丝扣装配工装,其特征在于,所述安装模组(302)包括设置在定位板(301)上的驱动单元(303),与驱动单元(303)输出端连接的推杆(304),以及固定在定位板(301)的上的导向块(305),所述推杆(304)穿设在导向块(305)内,且所述安装槽(306)构成在导向块(305)上。
4.根据权利要求1所述的一种天窗总成前排顶灯壳体的膨胀螺丝扣装配工装,其特征在于,所述定位板(301)两侧底部设有升降单元(307),所述定位板(301)上形成有供壳体(5)露出的避空槽(308)。
5.根据权利要求1所述的一种天窗总成前排顶灯壳体的膨胀螺丝扣装配工装,其特征在于,所述定位板(301)上还设有压紧块(310),所述压紧块(310)与壳体(5)顶部抵接。
6.根据权利要求1所述的一种天窗总成前排顶灯壳体的膨胀螺丝扣装配工装,其特征在于,所述移载模组(4)的取料区域还设有供料模组(201),所述供料模组(201)包括供料器(202),以及与供料器(202)的出料端连接的分料组件(203),所述分料组件(203)包括分料块(204)以及驱动分料块(204)移动的推动单元(205),且所述分料块(204)上形成有供单个膨胀螺丝扣(7)置入的进料槽(206)。
7.根据权利要求1所述的一种天窗总成前排顶灯壳体的膨胀螺丝扣装配工装,其特征在于,所述移载模组(4)包括用于夹取膨胀螺丝扣(7)的夹取单元(207),以及驱动夹取单元(207)沿x、y、z轴移动的横移模组(208)。
8.根据权利要求1所述的一种天窗总成前排顶灯壳体的膨胀螺丝扣装配工装,其特征在于,所述装配工位(1)侧部设有转动支架(104),所述转动支架(104)上转设有限位板(105),且所述装配工位(1)上设有驱动限位板(105)转动的伸缩单元(106),所述载板(101)底部形成有供限位板(105)置入的定位槽(107)。
9.根据权利要求7所述的一种天窗总成前排顶灯壳体的膨胀螺丝扣装配工装,其特征在于,所述限位板(105)的端部设有滚轮(108),所述滚轮(108)置入在定位槽(107)内。
10.根据权利要求3所述的一种天窗总成前排顶灯壳体的膨胀螺丝扣装配工装,其特征在于,所述推杆(304)端部形成有与膨胀螺丝扣(7)适配的弧形槽(309),所述膨胀螺丝扣(7)上形成若干个环形挡边(311),所述环形挡边(311)之间形成有供推杆(304)置入的限位槽(312)。
技术总结
本技术公开了一种天窗总成前排顶灯壳体的膨胀螺丝扣装配工装,包括装配工位,布置在装配工位上的载板,活动设置在装配工位上的移载模组和安装机构;载板,用于放置壳体,且所述壳体上设有一侧开口的凹槽;移载模组,用于转运膨胀螺丝扣至装配工位;安装机构,包括升降设置在装配工位上方的定位板,以及设置在定位板上的安装模组,所述安装模组上设有衔接凹槽的安装槽,所述安装槽面向凹槽开口,所述膨胀螺丝扣通过移载模组被转送至安装槽,所述安装模组的动作端动作,使膨胀螺丝扣进入凹槽。
技术研发人员:周吉强,苟波,孙科崟,刘晓博,孙锦阳
受保护的技术使用者:宁波华楷光电有限公司
技术研发日:20230616
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!