硫化组件螺栓压装装置的制作方法
本技术涉及车用硫化组件生产,特别是硫化组件螺栓压装装置。
背景技术:
1、在车用零件组装领域中,硫化组件是零部件连接的常规部件。为了硫化组件后续与其他零部件的组装,需要在硫化组件上打孔,并将螺栓压装在对应的孔中。而硫化组件上一般需要安装多个螺栓。而通过人工逐个安装螺栓的工作效率太低。
技术实现思路
1、本实用新型的目的在于提供硫化组件螺栓压装装置,实现单个硫化组件上所有螺栓的同时压装。
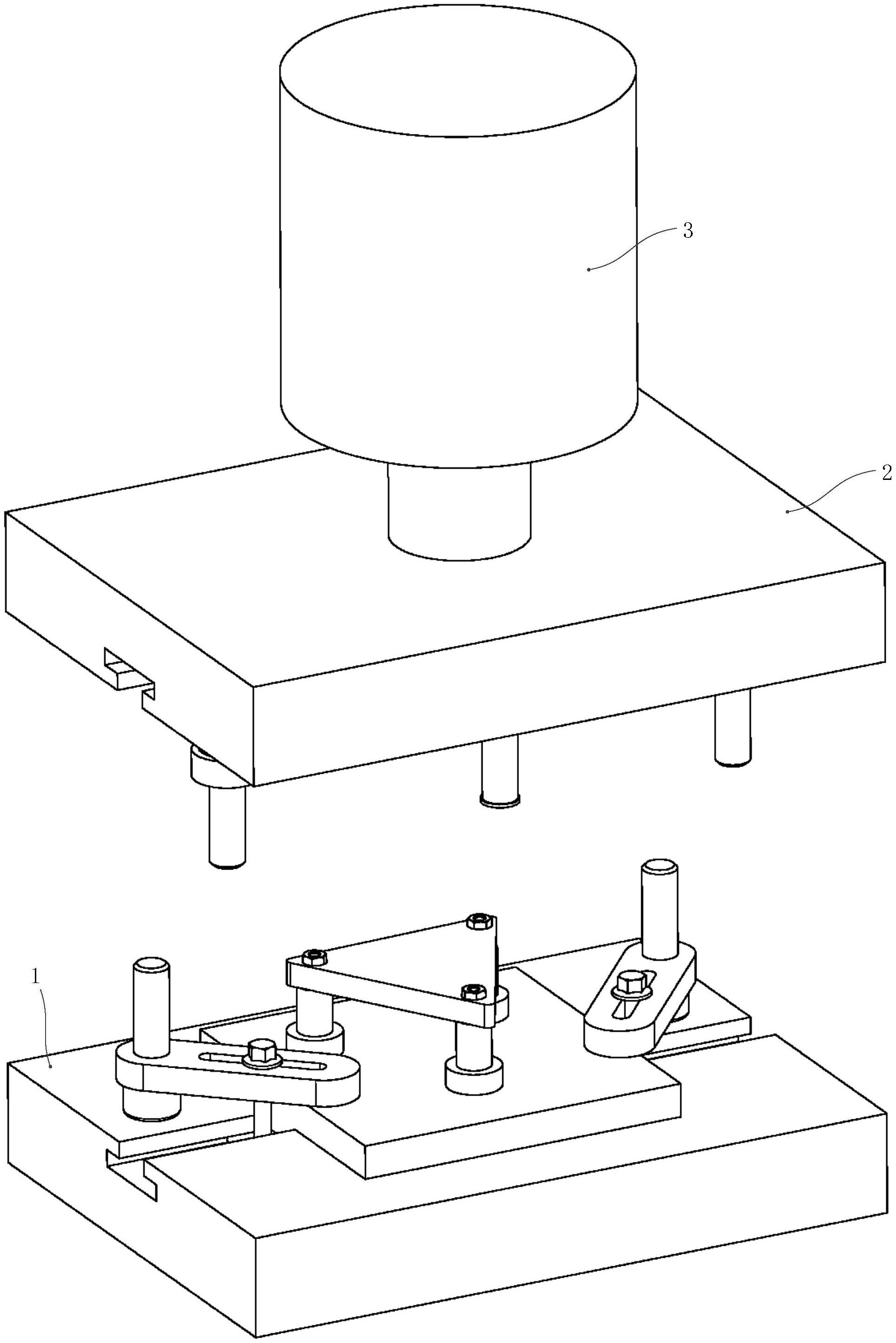
2、为达到上述实用新型的目的,提供了硫化组件螺栓压装装置,包括置料机构、压料机构、驱动机构、及紧料件;
3、所述置料机构包括底座、置料板、及置料杆;所述底座的顶部设有第一连接槽;所述置料板的底部设有第一连接块,所述第一连接块位于所述第一连接槽内;所述置料杆的设置数量为一个及以上,所述置料杆包括杆体和限位头,所述限位头朝上并位于所述杆体的顶部,所述杆体位于所述置料板的顶部;
4、所述压料机构包括连接板、压板、及压杆;所述连接板的底部设有第二连接槽,所述压板的顶部设有第二连接块,所述第二连接块位于所述第二连接槽内;所述压杆的设置数量为一个及以上,所述压杆位于所述压板的底部,所述压杆位于所述置料杆的正上方;
5、所述置料机构和所述压料机构均设有两个所述紧料件;所述紧料件包括转动板和固定杆;所述转动板设有连接螺纹孔,所述固定杆设有外螺纹,所述转动板通过所述连接螺纹孔与所述固定杆连接;所述位于所述置料机构的所述紧料件的所述固定杆与所述底座固定,两个所述紧料件位于所述置料板的两侧;位于所述压料机构的所述紧料件的所述固定杆与所述连接板固定,两个所述紧料件位于所述压板的两侧;
6、所述驱动机构与所述连接板的顶部连接。
7、优选的,所述压杆的端部设有缓冲垫。
8、作为实用新型的进一步改进,所述第一连接槽、所述第二连接槽、所述第一连接块及所述第二连接块均为“t”形。
9、进一步地,所述紧料件还包括限位杆和限位盘;所述限位盘连接在所述限位杆的底部,所述限位杆与所述转动板连接。
10、更进一步地,所述转动板设有滑槽,所述限位杆穿过所述滑槽,所述限位杆的顶部设有垫片,所述垫片卡在所述滑槽上。
11、本实用新型的硫化组件螺栓压装装置,将置料板沿着第一连接槽移入底座上,通过两侧的紧料件将置料板紧固在底座上,置料板上的置料杆用于放置硫化组件,其顶部的限位头插入硫化组件的螺栓压装孔中,方便螺栓的定位;压板沿着第二连接槽移入连接板上,并通过两侧的紧料件将压板紧固在连接板上,压板上的压杆朝下,通过驱动机构下压,各个压杆将其下方对应的螺栓同时压入硫化组件中。
12、本实用新型硫化组件螺栓压装装置跟现有技术相比具有的优点:
13、(1)置料板和压板分体设置,相比一体式结构,可以根据硫化组件所需螺栓压装数量和位置,更换不同尺寸的置料板和压板,即调整置料杆和压杆的位置和数量,以提高装置的适用性;
14、(2)通过紧料件,加强对分体式置料板和压板的紧固效果,既方便置料板和压板的快装,又避免压杆和螺栓位置出现移位的情况,提高压杆和螺栓对接位置的精确度;
15、(3)可同时完成单个硫化组件的所有螺栓压装工作,提高硫化组件组装效率。
技术特征:
1.硫化组件螺栓压装装置,其特征在于,包括置料机构、压料机构、驱动机构、及紧料件;
2.如权利要求1所述的硫化组件螺栓压装装置,其特征在于,所述压杆的端部设有缓冲垫。
3.如权利要求1所述的硫化组件螺栓压装装置,其特征在于,所述第一连接槽、所述第二连接槽、所述第一连接块及所述第二连接块均为“t”形。
4.如权利要求3所述的硫化组件螺栓压装装置,其特征在于,所述紧料件还包括限位杆和限位盘;所述限位盘连接在所述限位杆的底部,所述限位杆与所述转动板连接。
5.如权利要求4所述的硫化组件螺栓压装装置,其特征在于,所述转动板设有滑槽,所述限位杆穿过所述滑槽,所述限位杆的顶部设有垫片,所述垫片卡在所述滑槽上。
技术总结
本技术涉及硫化组件螺栓压装装置,包括置料机构、压料机构、驱动机构、及紧料件;置料机构包括底座、置料板、及置料杆;压料机构包括连接板、压板、及压杆;置料机构和压料机构均设有两个紧料件;驱动机构与连接板的顶部连接。本技术的优点:置料板和压板分体设置,相比一体式结构,可以根据硫化组件所需螺栓压装数量和位置,更换不同尺寸的置料板和压板,即调整置料杆和压杆的位置和数量,以提高装置的适用性;通过紧料件,加强对分体式置料板和压板的紧固效果,既方便置料板和压板的快装,又避免压杆和螺栓位置出现移位的情况,提高压杆和螺栓对接位置的精确度;可同时完成单个硫化组件的所有螺栓压装工作,提高硫化组件组装效率。
技术研发人员:方敏,朱丽艳
受保护的技术使用者:江阴方辰汽车零部件有限公司
技术研发日:20230616
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!