一种多轴铣床夹具的制作方法
本技术属于工装夹具,更具体的说涉及一种多轴铣床夹具。
背景技术:
1、如图4所示的零件,零件的一端设置有弧面凹槽,弧面凹槽上设置有孔,该孔与零件上的端面孔连通,且该孔的轴线与端面孔的轴线相互垂直,由于需要在弧面上进行开孔,且零件的外表面为弧面,传动夹具夹紧零件过紧会导致零件表面被压坏,而夹紧郭松时会导致零件在加工使转动,影响孔的加工质量。
技术实现思路
1、针对现有技术的不足,本实用新型提供了一种多轴铣床夹具,有效夹紧零件,提高零件的加工质量。
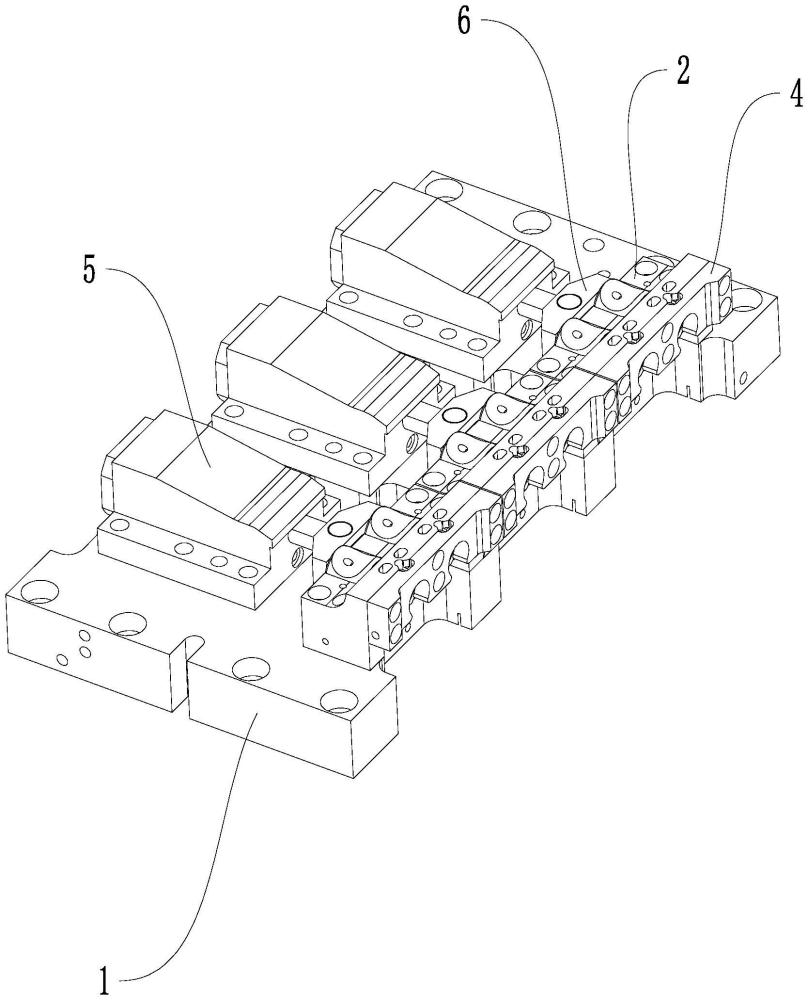
2、为实现上述目的,本实用新型提供了如下技术方案:一种多轴铣床夹具,包括夹具底板,所述夹具底板上设置有若干定位块,所述定位块上设置有定位槽,所述定位槽的一端设置有定位挡板,所述定位槽的另一端设置有压紧机构,所述压紧机构包括压紧油缸,所述压紧油缸的活塞杆上设置有压块。
3、进一步地,所述定位槽靠近定位挡板的一端设置有定位卡孔。
4、进一步地,所述夹具底板上设置有锁紧机构,所述锁紧机构包括锁紧气缸,所述锁紧气缸的活塞杆上设置有锁紧杆,所述锁紧杆的端面为第一楔形面,所述压紧油缸的活塞杆上设置有对应的第二楔形面。
5、进一步地,所述锁紧杆上设置有限位槽,所述压紧油缸的缸体上设置有限位凸柱,所述限位凸柱的端部伸入限位槽内。
6、进一步地,所述定位块上设置有两个定位槽,所述压块与压紧油缸的活塞杆铰接。
7、与现有技术相比,本实用新型的有益效果是:装夹零件时,将零件从定位槽的靠口处放入定位槽,通过定位卡孔定位零件的弧面凹槽,然后使零件的端面与定位挡板接触,完成零件定位,然后压紧油缸驱动压块压在零件的端面上,从而将零件压紧,压紧零件后,锁紧气缸带动锁紧杆伸出,锁紧杆上的第一楔形面和压紧油缸的活塞杆上的第二楔形面相接触,实现对锁紧油缸的活塞杆的锁紧,通过压紧在零件的两端实现零件的定位压紧,减少对零件压紧时的损坏,同时避免零件在加工过程中的松动,提高加工质量。
技术特征:
1.一种多轴铣床夹具,其特征在于:包括夹具底板,所述夹具底板上设置有若干定位块,所述定位块上设置有定位槽,所述定位槽的一端设置有定位挡板,所述定位槽的另一端设置有压紧机构,所述压紧机构包括压紧油缸,所述压紧油缸的活塞杆上设置有压块。
2.根据权利要求1所述的多轴铣床夹具,其特征在于:所述定位槽靠近定位挡板的一端设置有定位卡孔。
3.根据权利要求2所述的多轴铣床夹具,其特征在于:所述夹具底板上设置有锁紧机构,所述锁紧机构包括锁紧气缸,所述锁紧气缸的活塞杆上设置有锁紧杆,所述锁紧杆的端面为第一楔形面,所述压紧油缸的活塞杆上设置有对应的第二楔形面。
4.根据权利要求3所述的多轴铣床夹具,其特征在于:所述锁紧杆上设置有限位槽,所述压紧油缸的缸体上设置有限位凸柱,所述限位凸柱的端部伸入限位槽内。
5.根据权利要求4所述的多轴铣床夹具,其特征在于:所述定位块上设置有两个定位槽,所述压块与压紧油缸的活塞杆铰接。
技术总结
本技术公开了一种多轴铣床夹具,包括夹具底板,所述夹具底板上设置有若干定位块,所述定位块上设置有定位槽,所述定位槽的一端设置有定位挡板,所述定位槽的另一端设置有压紧机构,所述压紧机构包括压紧油缸,所述压紧油缸的活塞杆上设置有压块,通过压紧在零件的两端实现零件的定位压紧,减少对零件压紧时的损坏,同时避免零件在加工过程中的松动,提高加工质量。
技术研发人员:闫永征
受保护的技术使用者:浙江智泓科技有限公司
技术研发日:20230616
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!