一种加工高压套管式冷凝器主管坡口的刀体结构的制作方法
本技术属于管道焊接坡口加工工具,具体涉及一种加工高压套管式冷凝器主管坡口的刀体结构。
背景技术:
1、目前,套管式冷凝器是由两种不同直径的直管套在一起组成的同心套管,其内管用u形肘管顺次连接 ,外管与外管互相连接而成,其结构简单,能耐高压,传热面积可根据需要增减,适当的选择管内外径,可使流体的流速增大,且两种流体呈逆流流动,有利于传热,此类换热器适用于高温、高压及小流量流体间的换热。鉴于设备的安全性能,高压套管的所有接头形式均采用全焊透结构,为满足要求,大直径的主管对接部位的端部均需打坡口方可实现全焊透结构,目前仪表车的加工能力无法实现大规格厚壁长管端坡口的加工,只能采用手工打磨的方式磨出坡口,特别是不锈钢制钢管,坡口加工耗时较大,成形不美观,生产效率极低,而且打磨产生的灰尘大大增加了制作环接的环保成本,与国家提倡的节能环保相违背。
2、鉴于上述原因,现采用机械加工坡口的方式来解决手工打磨造成的成型不美观,生产效率低以及环境质量问题。然而现有的机械加工方式加工坡口存在能实现坡口加工,但管子长度有限制,或管子长度不限,但能加工的管径较小。因此,亟需一种用于加工高压套管式冷凝器主管坡口的刀体结构来解决上述问题。
技术实现思路
1、本实用新型的目的在于提供一种加工高压套管式冷凝器主管坡口的刀体结构,以解决上述背景技术中提出的问题。
2、为实现上述目的,本实用新型提供如下技术方案:
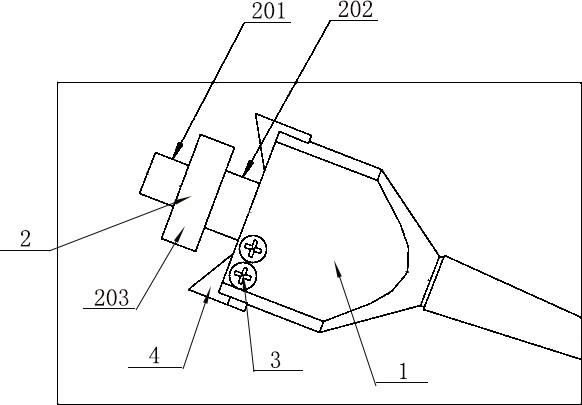
3、一种加工高压套管式冷凝器主管坡口的刀体结构,包括刀柄、定心轴承、定制刀片,刀柄为一个圆柱体,圆柱体上端与一个圆锥台大端固定连接,圆锥台小端与一个莫氏锥柄大端固定连接,圆柱体、圆锥台、莫氏锥柄三者沿上下方向共轴;刀柄圆柱体下端端面上沿前后方向开设有一个长条形凹槽,凹槽的轴心线与圆柱体轴心线相交;定制刀片包括一个长方体且长方体侧面设有一个锥形刀体,两个定制刀片分别嵌入在长条形凹槽前端和后端并通过螺丝结构固定;定心轴承为一个圆轴且圆轴上端固定连接一个圆形台阶,圆形台阶直径大于圆轴且长度小于圆轴,圆形台阶上端与刀柄圆柱体下端端面中心固定连接,圆轴上套装有轴承。
4、所述刀柄的圆锥台小端与一个莫氏锥柄大端之间设有一个退刀槽,退刀槽为一个围绕圆锥台轴心线或莫氏锥柄轴线的环形方槽;刀柄的圆柱体上端与一个圆锥台大端固定连接并使圆柱体与圆锥台组成一个组合体,组合体左右两侧对称设置两个平面区域。
5、所述定制刀片的长方体侧面设有的锥形刀体设在长方体沿长度方向一边,锥形刀体刀尖朝向下方;锥形刀体的前侧表面与长方体前侧表面共面或锥形刀体的后侧表面与长方体后侧表面共面,锥形刀体的左侧表面与长方体左侧表面共面或锥形刀体的右侧表面与长方体右侧表面共面。
6、所述位于长条形凹槽前端的定制刀片锥形刀体的前侧表面与长方体前侧表面共面且锥形刀体的左侧表面与长方体左侧表面共面。
7、所述位于长条形凹槽后端的定制刀片锥形刀体的后侧表面与长方体后侧表面共面且锥形刀体的右侧表面与长方体右侧表面共面。
8、所述定制刀片的长方体嵌入长条形凹槽并通过螺丝结构固定,其螺丝结构为设置在刀柄的圆柱体和圆锥台组成组合体左右两侧平面区域,下端前边或后边设有的螺钉孔,紧定螺钉的底端穿过螺钉孔抵在定制刀片的一侧。
9、所述定制刀片位于长条形凹槽前端时,紧定螺钉的底端穿过位于右侧平面区域前边的螺钉孔并抵在定制刀片右端。
10、所述定制刀片位于长条形凹槽后端时,紧定螺钉的底端穿过位于左侧平面区域后边的螺钉孔并抵在定制刀片左端。
11、所述定心轴承的圆轴与圆形台阶与刀柄圆柱体下端三者之间通过焊接固定或圆轴与圆形台阶之间及圆形台阶与刀柄圆柱体下端采用内外丝连接固定。
12、所述圆轴与圆形台阶之间及圆形台阶与刀柄圆柱体下端采用内外丝连接固定,其具体方式为刀柄圆柱体下端端面中心开设有一个圆形凹槽,圆形凹槽与长条形凹槽相通,圆形凹槽内侧面上设有内螺纹;圆形台阶外侧设有外螺纹,圆形台阶插入至圆柱体下端圆形凹槽内且圆形台阶外螺纹与圆形凹槽的内螺纹连接;圆形台阶上下端设有贯穿的螺纹孔,圆轴设有外螺纹的上端插入对圆形台阶的螺纹孔中并固定。
13、在实际工作中,刀体的前端设有定心轴承,这样设置的目的是:能够在管道坡口加工过程中,实现刀具与所需加工的管子在轴线方向的定位效果,具有定位准确、减少摩擦及划伤的效果。也同时减少加工坡口时造成的卡滞,进而提高加工效率;
14、刀柄下部长条形凹槽在刀柄的圆柱体下端端面为沿前后方向贯通槽,这样设置的目的是:主要是为了可依据管径的大小随意调整刀具的安装位置,加工的坡口角度较精确。此外,刀柄的圆柱体和圆锥台组合体双侧平面区域下端设置紧定用双螺钉孔,主要是为了安全考虑,确保刀片安装的安全可靠。
15、与现有技术相比,本实用新型的有益效果是:
16、本实用新型公开了一种加工高压套管式冷凝器主管坡口的刀体结构,包括刀柄、定心轴承、紧定螺钉及定制刀片,在刀柄下端中部设有圆形台阶及由圆形台阶下端中部设有的向下延伸的圆轴,圆轴上套装轴承,通过这样的设置定位加工管道坡口的轴心并大大减少管内壁损伤,刀柄下部的长条形凹槽为前后贯通式,可依据管径的大小随意调整刀具的安装位置,长条形凹槽所在圆柱体双侧平面区域均设有紧定用一个以上的螺钉孔进行紧固,安全可靠。长条形凹槽所在圆柱体上端与锥柄下端之间采用圆锥台锥形过渡,即便于力的传递又美观。刀体尾部设置为莫氏锥柄,大大增加了驱动机构的选用范围;本实用新型结构简单、设计合理,操作方便。
技术特征:
1.一种加工高压套管式冷凝器主管坡口的刀体结构,其特征在于:包括刀柄、定心轴承、定制刀片,刀柄为一个圆柱体,圆柱体上端与一个圆锥台大端固定连接,圆锥台小端与一个莫氏锥柄大端固定连接,圆柱体、圆锥台、莫氏锥柄三者沿上下方向共轴;刀柄圆柱体下端端面上沿前后方向开设有一个长条形凹槽,凹槽的轴心线与圆柱体轴心线相交;定制刀片包括一个长方体且长方体侧面设有一个锥形刀体,两个定制刀片分别嵌入在长条形凹槽前端和后端并通过螺丝结构固定;定心轴承为一个圆轴且圆轴上端固定连接一个圆形台阶,圆形台阶直径大于圆轴且长度小于圆轴,圆形台阶上端与刀柄圆柱体下端端面中心固定连接,圆轴上套装有轴承。
2.根据权利要求1所述一种加工高压套管式冷凝器主管坡口的刀体结构,其特征在于:刀柄的圆锥台小端与一个莫氏锥柄大端之间设有一个退刀槽,退刀槽为一个围绕圆锥台轴心线或莫氏锥柄轴线的环形方槽;刀柄的圆柱体上端与一个圆锥台大端固定连接并使圆柱体与圆锥台组成一个组合体,组合体左右两侧对称设置两个平面区域。
3.根据权利要求1所述一种加工高压套管式冷凝器主管坡口的刀体结构,其特征在于:定制刀片的长方体侧面设有的锥形刀体设在长方体沿长度方向一边,锥形刀体刀尖朝向下方;锥形刀体的前侧表面与长方体前侧表面共面或锥形刀体的后侧表面与长方体后侧表面共面,锥形刀体的左侧表面与长方体左侧表面共面或锥形刀体的右侧表面与长方体右侧表面共面。
4.根据权利要求3所述一种加工高压套管式冷凝器主管坡口的刀体结构,其特征在于:位于长条形凹槽前端的定制刀片锥形刀体的前侧表面与长方体前侧表面共面且锥形刀体的左侧表面与长方体左侧表面共面。
5.根据权利要求3所述一种加工高压套管式冷凝器主管坡口的刀体结构,其特征在于:位于长条形凹槽后端的定制刀片锥形刀体的后侧表面与长方体后侧表面共面且锥形刀体的右侧表面与长方体右侧表面共面。
6.根据权利要求1所述一种加工高压套管式冷凝器主管坡口的刀体结构,其特征在于:定制刀片的长方体嵌入长条形凹槽并通过螺丝结构固定,其螺丝结构为设置在刀柄的圆柱体和圆锥台组成组合体左右两侧平面区域,下端前边或后边设有的螺钉孔,紧定螺钉的底端穿过螺钉孔抵在定制刀片的一侧。
7.根据权利要求6所述一种加工高压套管式冷凝器主管坡口的刀体结构,其特征在于:定制刀片位于长条形凹槽前端时,紧定螺钉的底端穿过位于右侧平面区域前边的螺钉孔并抵在定制刀片右端。
8.根据权利要求6所述一种加工高压套管式冷凝器主管坡口的刀体结构,其特征在于:定制刀片位于长条形凹槽后端时,紧定螺钉的底端穿过位于左侧平面区域后边的螺钉孔并抵在定制刀片左端。
9.根据权利要求1所述一种加工高压套管式冷凝器主管坡口的刀体结构,其特征在于:定心轴承的圆轴与圆形台阶与刀柄圆柱体下端三者之间通过焊接固定或圆轴与圆形台阶之间及圆形台阶与刀柄圆柱体下端采用内外丝连接固定。
技术总结
一种加工高压套管式冷凝器主管坡口的刀体结构,涉及管道焊接坡口加工工具技术领域,包括刀柄、定心轴承、定制刀片,刀柄为一个圆柱体,圆柱体上端与一个圆锥台大端连接,圆锥台小端与一个莫氏锥柄大端连接;刀柄圆柱体下端端面上沿前后方向开设有一个长条形凹槽,长条形凹槽的轴心线与圆柱体轴心线相交;两个定制刀片的下端分别嵌入在长条形凹槽前端和后端并通过螺丝结构固定;定心轴承为一个圆轴且圆轴上端固定连接一个圆形台阶,圆轴上套装有轴承,圆形台阶上端与刀柄圆柱体下端中心连接;本技术通过定心轴承对需要加工的管道坡口的轴心定位,并且长条形凹槽两端定制刀片不同距离对称安装,实现对不同管道壁厚的均匀切削。
技术研发人员:李园杰,郭少林,弋明涛,徐朝莉,李拴才,郭昆,李加会
受保护的技术使用者:隆华科技集团(洛阳)股份有限公司
技术研发日:20230620
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!