双极板焊接装置的制作方法
本技术涉及氢燃料电池领域,尤其涉及一种双极板焊接装置。
背景技术:
1、双极板是氢燃料电池的核心部件,具有体积功率密度高、机械强度高、抗冲击能力强、易于批量制造、成本低等优点,特别适用于大功率燃料电池。
2、目前双极板主要采用冲压成型后经激光焊接的方法进行生产制造。双极板在激光焊接时,大都在大气环境中进行,并在焊接工装或治具上添加保护气防止焊缝氧化,这种条件下难免会有焊缝质量不均匀的情况。同时,双极板的上料、装夹、焊接、下料都是人工操作,导致生产效率低下、产品质量不稳定。若采用自动流水线进行上料、装夹、焊接、下料,则焊接工装或治具、设备、场地等投入较大、生产成本较高。
技术实现思路
1、本实用新型提供一种双极板焊接装置,用以解决现有技术对双极板焊缝质量不均匀的缺陷。
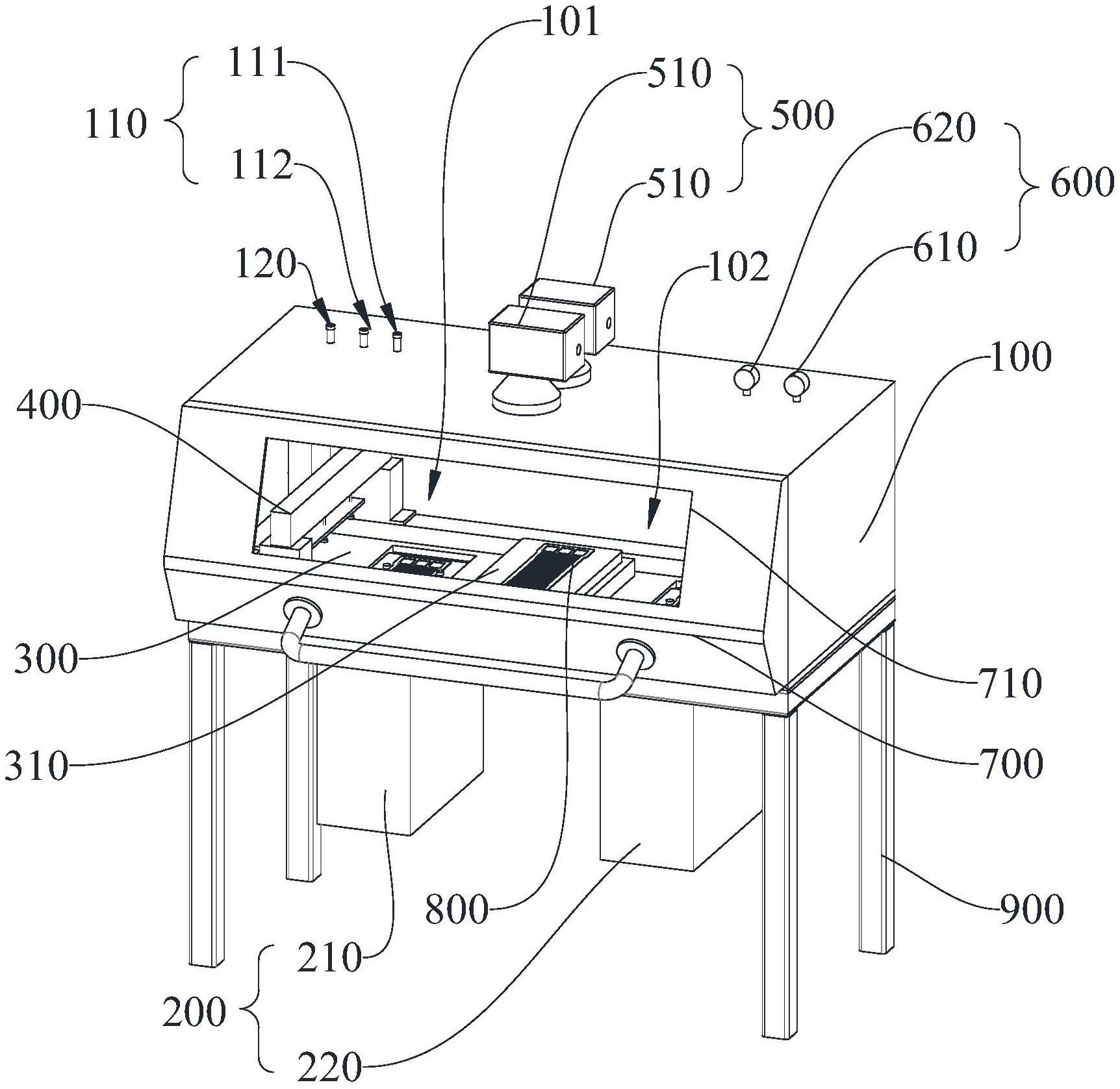
2、本实用新型提供一种双极板焊接装置,包括:焊接舱,内部形成有焊接腔;料缸组件,连接于所述焊接舱,所述料缸组件包括容纳腔,所述容纳腔适于存放极板;工装底座,连接于所述焊接腔,所述工装底座包括焊接工作面;传送组件,适于将所述料缸组件的所述极板移动至所述焊接工作面,或者,将所述焊接工作面上的所述极板移动至所述料缸组件;焊枪组件,连接于焊接舱,适于对位于所述焊接工作面的极板进行焊接;所述焊接舱设置有连通所述焊接腔的至少一个进气口和出气口,所述进气口适于将惰性气氛环境的气体导入至所述焊接腔,所述出气口适于将所述焊接腔中的气体排出。
3、根据本实用新型实施例提供的一种双极板焊接装置,通过将惰性气氛环境的气体导入至焊接腔,焊接腔中的剩余气体被惰性气氛环境的气体挤出,使得焊接腔位于惰性气氛保护环境,这种环境中含氧量极低,在该环境中对极板进行焊接,可以保证双极板的焊接质量均匀,有效提高双极板的焊接质量。
4、根据本发明的一个实施例,双极板焊接装置包括氧气浓度显示仪组件,设置于所述焊接舱,适于显示所述焊接腔中的氧气浓度;
5、和/或,
6、所述氧气浓度显示仪组件包括第一显示仪和第二显示仪,所述第一显示仪的量程为0~0.5%;所述第二显示仪的量程为0~0.1%。
7、根据本发明的一个实施例,所述进气口包括第一进气口和第二进气口,所述第一进气口适于在所述焊接腔的氧气浓度大于或等于0.5%的情况下打开;所述第二进气口适于在所述焊接腔的氧气浓度小于0.5%的情况下打开。
8、根据本发明的一个实施例,所述传送组件包括移动机构和抓取机构,所述移动机构包括移动件,所述移动件适于在料缸组件和焊接工作面两个位置之间移动;所述抓取机构连接于所述移动件,所述抓取机构适于将所述极板随着所述移动件移动至焊接工作面或者料缸组件。
9、根据本发明的一个实施例,所述移动机构包括第一平台、支撑架、第二平台、第三平台和所述移动件;所述第一平台连接于所述焊接舱;
10、所述支撑架滑动连接于所述第一平台,且所述支撑架可沿着所述第一平台的长度方向相对所述第一平台位移;
11、所述第二平台连接于所述支撑架,适于随着所述支撑架相对所述第一平台位移;
12、所述第三平台滑动连接于所述第二平台,且所述第三平台可沿着所述第一平台的宽度方向相对所述第二平台位移;
13、所述移动件滑动连接于所述第三平台,且所述移动件可沿着所述第一平台的竖直方向相对所述第三平台位移;
14、和/或,
15、所述抓取机构为真空吸盘、磁性吸盘和机械爪中的其中一种。
16、根据本发明的一个实施例,所述工装底座设置有磁性吸盘,所述磁性吸盘包括通磁状态和失磁状态,在所述通磁状态,所述磁性吸盘将位于所述焊接工作面上的所述极板固定;在所述失磁状态,所述极板从所述焊接工作面上解除固定。
17、根据本发明的一个实施例,所述焊枪组件包括两套激光振镜系统,所述激光振镜系统相对设置;
18、和/或,
19、所述激光振镜系统的规格尺寸相同。
20、根据本发明的一个实施例,所述料缸组件包括上料缸和下料缸,所述上料缸用于存放待焊接的所述极板;所述下料缸用于存放焊接完成的双极板;
21、和/或,
22、所述容纳腔存放所述极板的最大尺寸为500mm*300mm。
23、根据本发明的一个实施例,所述料缸组件包括上料机构,所述上料机构适于沿着竖直方向移动所述容纳腔的所述极板。
24、根据本发明的一个实施例,所述焊接舱一侧形成有与所述焊接腔连通的开口;
25、所述双极板焊接装置还包括门体,所述门体设置于所述开口,所述门体适于打开或关闭所述开口;
26、所述门体设置有观察窗口,所述观察窗口设置有可防护激光波长的玻璃。
27、本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
技术特征:
1.一种双极板焊接装置,其特征在于,包括:
2.根据权利要求1所述的双极板焊接装置,其特征在于,包括氧气浓度显示仪组件(600),设置于所述焊接舱(100),适于显示所述焊接腔(101)中的氧气浓度;
3.根据权利要求1所述的双极板焊接装置,其特征在于,所述进气口(110)包括第一进气口(111)和第二进气口(112),所述第一进气口(111)适于在所述焊接腔(101)的氧气浓度大于或等于0.5%的情况下打开;所述第二进气口(112)适于在所述焊接腔(101)的氧气浓度小于0.5%的情况下打开。
4.根据权利要求1所述的双极板焊接装置,其特征在于,所述传送组件(400)包括移动机构(410)和抓取机构(420),所述移动机构(410)包括移动件(415),所述移动件(415)适于在料缸组件(200)和焊接工作面(310)两个位置之间移动;所述抓取机构(420)连接于所述移动件(415),所述抓取机构(420)适于将所述极板(800)随着所述移动件(415)移动至焊接工作面(310)或者料缸组件(200)。
5.根据权利要求4所述的双极板焊接装置,其特征在于,所述移动机构(410)包括第一平台(411)、支撑架(412)、第二平台(413)、第三平台(414)和所述移动件(415);所述第一平台(411)连接于所述焊接舱(100);
6.根据权利要求1所述的双极板焊接装置,其特征在于,所述工装底座(300)设置有磁性吸盘,所述磁性吸盘包括通磁状态和失磁状态,在所述通磁状态,所述磁性吸盘将位于所述焊接工作面(310)上的所述极板(800)固定;在所述失磁状态,所述极板(800)从所述焊接工作面(310)上解除固定。
7.根据权利要求1所述的双极板焊接装置,其特征在于,所述焊枪组件(500)包括两套激光振镜系统(510),所述激光振镜系统(510)相对设置;
8.根据权利要求1至7中任意一项所述的双极板焊接装置,其特征在于,所述料缸组件(200)包括上料缸(210)和下料缸(220),所述上料缸(210)用于存放待焊接的所述极板(800);所述下料缸(220)用于存放焊接完成的双极板(800);
9.根据权利要求1至7中任意一项所述的双极板焊接装置,其特征在于,所述料缸组件(200)包括上料机构(230),所述上料机构(230)适于沿着竖直方向移动所述容纳腔(201)的所述极板(800)。
10.根据权利要求1至7中任意一项所述的双极板焊接装置,其特征在于,所述焊接舱(100)一侧形成有与所述焊接腔(101)连通的开口(102);
技术总结
本技术涉及氢燃料电池领域,提供一种双极板焊接装置,包括:焊接舱,内部形成有焊接腔;料缸组件,连接于焊接舱,料缸组件包括容纳腔,容纳腔适于存放极板;工装底座,连接于焊接腔,工装底座包括焊接工作面;传送组件,适于将料缸组件的极板移动至焊接工作面,或者,将焊接工作面上的极板移动至料缸组件;焊枪组件,连接于焊接舱,适于对位于焊接工作面的极板进行焊接;焊接舱设置有连通焊接腔的至少一个进气口和出气口,进气口适于将惰性气氛环境的气体导入至焊接腔,出气口适于将焊接腔中的气体排出。焊接腔位于惰性气氛保护环境,在该环境中对极板进行焊接,可以保证双极板的焊接质量均匀,有效提高双极板的焊接质量。
技术研发人员:于承雪,王婷,张科,刘阳,李荣,孙伟才
受保护的技术使用者:中钛国创(青岛)科技有限公司
技术研发日:20230619
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!