一种极耳焊接工装装置的制作方法
本申请涉及电池模组极耳焊接,具体涉及一种软包电池模组极耳焊接工装装置。
背景技术:
1、电池模组是由电芯经过串并联后形成,通常采用激光焊接工艺,将电芯极耳与汇流体(铜排或铝排)焊接,电池极耳焊接是电池模组制造过程中的关键工序,需要满足一定的焊接强度、过电流能力等,其灵活、准确和快捷焊接各种型号电池极耳对电池研发和生产有着重要意义。
2、目前软包电池模组在生产线上的焊接技术是:通过配套的工装夹具和调试好的焊接程序,将软包模组固定在流水线托盘上流入焊接工作站内,焊接工作站内的焊接压头对电池极耳与汇流体进行焊接,随着软包模组沿流水线的移动,焊接压头依次压接待焊接区域,完成模组上所有需要焊接的位置后,软包模组自动流出焊接工作站。该焊接技术存在的缺点如下:
3、其一,仅适用于生产线上的产品,并且焊接工作站内的焊接压头是随着软包模组沿流水线的移动而依次实现对电池极耳与汇流体的焊接,明显不适用于产品开发初期,数量较少的样品模组焊接;并且工装夹具与软包模组是配套设置的,兼容性差。
4、其二、在改变模组外形尺寸后,软件方面需要从新调整焊接程序,视觉参数等数据,硬件方面需要更换工装夹具,调整时间周期较长,造成整体生产成本高,工作效率低等问题。
5、由此,对于本领域研发人员来说,亟需研发一种兼容性强、生产成本低及工作效率较高的极耳焊接工装装置。
技术实现思路
1、有鉴于此,本申请实施例提供了一种极耳焊接工装装置,该装置可根据软包模组的型号尺寸,实时调整限位挡件上的长条孔与工装底板上的第一固定孔相对应位置,实现软包模组的放置及限位固定,具有操作方便、结构简单,且兼容性强,成本低的优点,同时通过在滑轨上可移动的焊接组件可快速定位压紧焊接区域,直接进行连续焊接,大大提高了焊接工作效率,解决了现有焊接技术存在的兼容性差、成本高及工作效率低的技术问题。
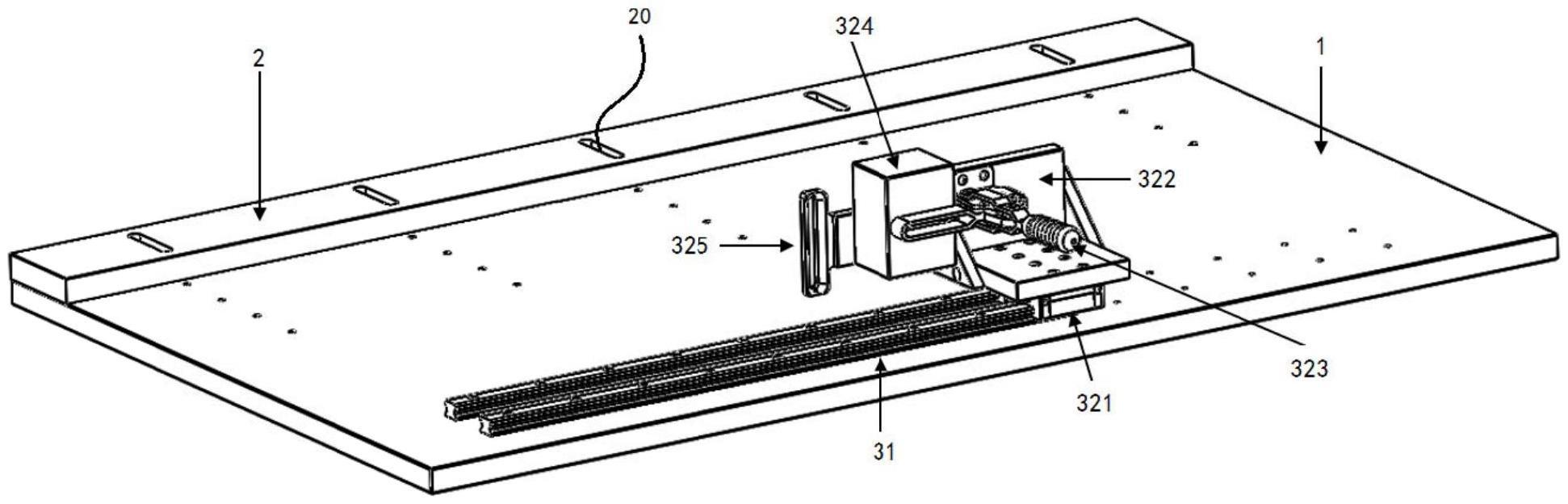
2、为实现上述目的,本申请实施例提供了一种极耳焊接工装装置,该装置用于对软包模组的极耳及汇流排进行焊接连接,所述极耳焊接工装装置包括工装底板、限位挡件和焊接机构,所述限位挡件固定安装在所述工装底板的一侧,用于对软包模组的一侧进行限位;所述焊接机构包括至少一条滑轨和在所述滑轨上移动的焊接组件,所述滑轨固定安装在所述工装底板的另一侧;其中,所述工装底板上开设有多个用于固定所述限位挡件的第一固定孔和多个用于固定滑轨的第二固定孔,所述限位挡件上开设有多个长条孔,所述长条孔与多个所述第一固定孔相对应。
3、进一步地,所述焊接组件包括沿所述滑轨滑动的滑块,固定在所述滑块上的固定座和固定连接在所述固定座上的焊接结构。
4、进一步地,所述焊接结构包括焊接压头、绝缘固定块和快速夹结构。
5、进一步地,所述焊接压头包括用于固定连接在所述绝缘固定块上的连接端和用于将极耳与汇流体压紧贴合的工作端,所述工作端上开设有镂空孔,激光透过镂空孔将极耳与汇流体焊接。
6、进一步地,所述绝缘固定块的一侧开设有压头固定孔,另一侧开设有快速夹压紧部固定孔。
7、进一步地,所述快速夹结构包括固定在所述固定座上的法兰底座和转动连接在所述法兰底座上的连杆机构,所述连杆机构包括操作把手和压紧活动部,所述压紧活动部固定在所述绝缘固定块上。
8、进一步地,所述焊接压头的材质为黄铜。
9、进一步地,所述固定座包括横板、竖板和支撑板,所述横板的一端抵接在所述竖板一侧的下部,所述支撑板固定连接在所述横板、竖板抵接处的两端上。
10、进一步地,所述横板上开设有滑块固定孔,所述竖板上开设有快速夹法兰固定孔。
11、进一步地,所述滑轨的数量为相互平行设置的两条。
12、与现有技术相比,本申请具有的优点如下:
13、通过本申请的一种极耳焊接工装装置,可根据软包模组的型号尺寸,实时调整限位挡件上的长条孔与工装底板上的部分第一固定孔相对应,实现软包模组的放置及限位固定,具有操作方便、结构简单,且兼容性强,成本低的优点,进一步通过在滑轨上可移动的焊接组件快速压紧焊接区域,直接进行连续焊接,大大提高了焊接工作效率。
技术特征:
1.一种极耳焊接工装装置,用于对软包模组的极耳及汇流排进行焊接,其特征在于,包括:
2.如权利要求1所述的极耳焊接工装装置,其特征在于,所述焊接组件包括沿所述滑轨滑动的滑块,固定在所述滑块上的固定座和固定连接在所述固定座上的焊接结构。
3.如权利要求2所述的极耳焊接工装装置,其特征在于,所述焊接结构包括焊接压头、绝缘固定块和快速夹结构。
4.如权利要求3所述的极耳焊接工装装置,其特征在于,所述焊接压头包括用于固定连接在所述绝缘固定块上的连接端和用于将极耳与汇流体压紧贴合的工作端,所述工作端上开设有镂空孔,激光透过镂空孔将极耳与汇流体焊接。
5.如权利要求3所述的极耳焊接工装装置,其特征在于,所述绝缘固定块的一侧开设有压头固定孔,另一侧开设有快速夹压紧部固定孔。
6.如权利要求3所述的极耳焊接工装装置,其特征在于,所述快速夹结构包括固定在所述固定座上的法兰底座和转动连接在所述法兰底座上的连杆机构,所述连杆机构包括操作把手和压紧活动部,所述压紧活动部固定在所述绝缘固定块上。
7.如权利要求3所述的极耳焊接工装装置,其特征在于,所述焊接压头的材质为黄铜。
8.如权利要求2所述的极耳焊接工装装置,其特征在于,所述固定座包括横板、竖板和支撑板,所述横板的一端抵接在所述竖板一侧的下部,所述支撑板固定连接在所述横板、竖板抵接处的两端上。
9.如权利要求8所述的极耳焊接工装装置,其特征在于,所述横板上开设有滑块固定孔,所述竖板上开设有快速夹法兰固定孔。
10.如权利要求1所述的极耳焊接工装装置,其特征在于,所述滑轨的数量为相互平行设置的两条。
技术总结
本申请提供了一种极耳焊接工装装置,该装置用于对软包模组的极耳及汇流排进行焊接连接,包括工装底板、限位挡件和焊接机构,所述限位挡件固定安装在所述工装底板的一侧;所述焊接机构包括至少一条滑轨和在所述滑轨上移动的焊接组件,所述滑轨固定安装在所述工装底板的另一侧,本申请可根据软包模组的型号尺寸,实时调整限位挡件上的长条孔与工装底板上第一固定孔的相对应位置,实现软包模组的放置及限位固定,具有操作方便、结构简单,且兼容性强,成本低的优点,进一步通过在滑轨上可移动的焊接组件快速定位压紧焊接区域,直接进行对极耳与汇流排的连续焊接,大大提高了焊接工作效率。
技术研发人员:陈光宇,盛军,俞会根
受保护的技术使用者:北京卫蓝新能源科技有限公司
技术研发日:20230620
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!