一种锅炉集箱大管径管接头自定心内胀式定位装置的制作方法
本技术属于集箱大管径管接头端面的刮平、内削、坡口加工制造,具体涉及一种锅炉集箱大管径管接头自定心内胀式定位装置。
背景技术:
1、原有的加工集箱大管径管接头端头成型采用的工艺步骤是:将一把刀条安装在刀杆单侧刀条孔内,刀杆一端莫氏5号锥度与摇臂钻钻床相连接,刀杆另一端刀杆头设置有刀条孔,刀条孔内安装高速钢刀条。根据管接头内壁尺寸选用相对应的定位板,由于壁厚不均、定位板与管接头内壁间隙大,同时刀刃与管接头端头间隙大,刮削过程中,刀刃定位误差受到较大冲击易断刀,管接头端头表面粗糙不均匀,影响成型质量。
2、大管径管接头端头刮削过程中,为减小定位板与管壁间隙,制作了多种相对应的定位板,给更换、加工带来麻烦,生产效率低,管接头端头成型质量不稳定。
3、现有背景同类产品或技术的现状及缺点如下:
4、1、在刮削过程中,管接头内壁定位板品种繁多,壁厚间隙大。若根据壁厚变化调整定位板,劳动强度大,影响加工工效。
5、2、间隙大,刀刃冲击力大,切削有振动、不平稳,易折断刀头,增大加工成本。
6、3、在后期因端头成型面粗糙不均匀,影响加工质量,需人工打磨。
7、4、工艺工序多,有调整定位装置、刮削、打磨等,生产效率低。
8、5、大管径管接头端头成型精度低,对产品加工、装焊带来隐患,无法满足产品要求。
技术实现思路
1、为解决上述问题,本实用新型提供了一种锅炉集箱大管径管接头自定心内胀式定位装置,通过同步传动结构使多个圆柱螺旋凸轮同步转动,利用多个圆柱螺旋凸轮的径向移动对管接头内孔进行径向的撑紧限位,提高了端头成型加工的平稳性和外观质量,降本增效显著。
2、本实用新型提供的技术方案如下:
3、一种锅炉集箱大管径管接头自定心内胀式定位装置,包括与摇臂钻床连接的刀杆体,刀杆体的中部设有刀座体,刀座体的一侧设有竖直的刀条;
4、刀杆体下端通过轴套旋转连接有定位块,定位块上设有若干个用于撑紧管接头内孔的圆柱螺旋凸轮。
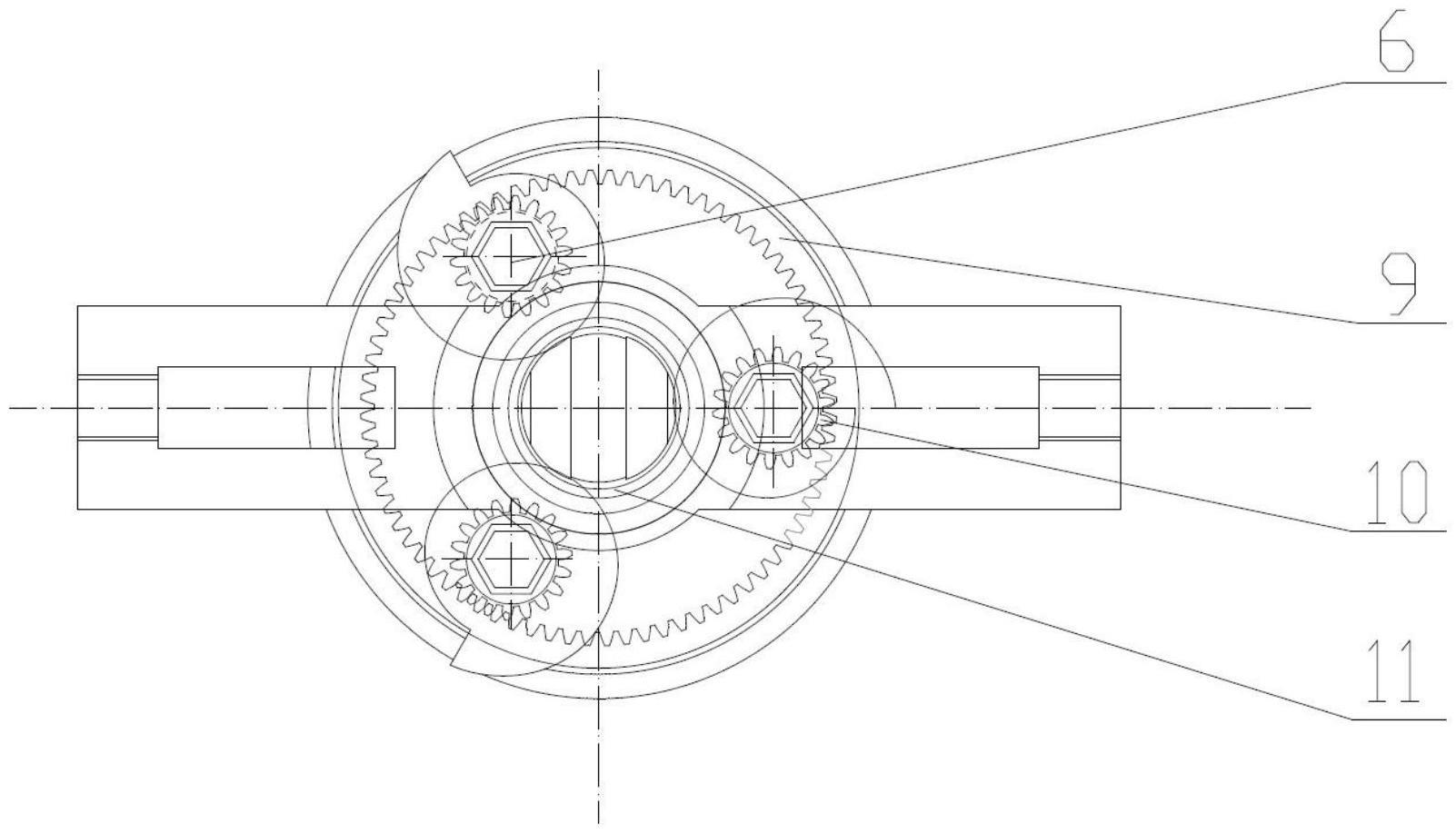
5、进一步的,定位块上设有若干个竖直的小轴,圆柱螺旋凸轮通过小轴旋转连接在定位块上。
6、进一步的,小轴上设有小齿轮,定位块上设置有齿圈,齿圈与小齿轮啮合传动。
7、进一步的,小轴的端部设有六角螺头。
8、进一步的,刀条通过刀条孔安装在刀座体上,刀条通过螺栓压紧定位。
9、综上所述,本实用新型的有益效果如下:
10、(1)本实用新型通过同步传动结构使多个圆柱螺旋凸轮同步转动,利用多个圆柱螺旋凸轮的径向移动对管接头内孔进行径向的撑紧限位,提高了端头成型加工的平稳性和外观质量,降本增效显著。
11、(2)本实用新型选用圆柱螺旋凸轮与管壁接触,定位准、磨损小,提高了大管径管接头端头成型加工的稳定性,装卸方便,生产效率高。
12、(3)本实用新型定位支撑力大,调节范围广,在维持装夹状态过程中,不需要输入额外动力和能量,有利于节能,方便使用,且刀具的重复利用率高,在满足装夹条件下可重复修磨多次,通用性强。
技术特征:
1.一种锅炉集箱大管径管接头自定心内胀式定位装置,其特征在于,包括与摇臂钻床连接的刀杆体(1),刀杆体(1)的中部设有刀座体(2),刀座体(2)的一侧设有竖直的刀条(4);
2.根据权利要求1所述的锅炉集箱大管径管接头自定心内胀式定位装置,其特征在于,所述定位块(7)上设有若干个竖直的小轴(6),所述圆柱螺旋凸轮(8)通过小轴(6)旋转连接在定位块(7)上。
3.根据权利要求2所述的锅炉集箱大管径管接头自定心内胀式定位装置,其特征在于,所述小轴(6)上设有小齿轮(10),所述定位块(7)上设置有齿圈(9),齿圈(9)与小齿轮(10)啮合传动。
4.根据权利要求3所述的锅炉集箱大管径管接头自定心内胀式定位装置,其特征在于,所述小轴(6)的端部设有六角螺头。
5.根据权利要求1所述的锅炉集箱大管径管接头自定心内胀式定位装置,其特征在于,所述刀条(4)通过刀条孔安装在刀座体(2)上,刀条(4)通过螺栓(5)压紧定位。
技术总结
本技术公开了一种锅炉集箱大管径管接头自定心内胀式定位装置,包括与摇臂钻床连接的刀杆体,刀杆体的中部设有刀座体,刀座体的一侧设有竖直的刀条,刀杆体下端通过轴套旋转连接有定位块,定位块上设有若干个用于撑紧管接头内孔的圆柱螺旋凸轮,本技术的优点是,通过同步传动结构使多个圆柱螺旋凸轮同步转动,利用多个圆柱螺旋凸轮的径向移动对管接头内孔进行径向的撑紧限位,提高了端头成型加工的平稳性和外观质量,降本增效显著。
技术研发人员:朱全元,程斌,陆红星,李双双,施金铜,李海霞,季阳阳,陈全
受保护的技术使用者:南通万达能源动力科技有限公司
技术研发日:20230621
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!