一种汽车钣金支架防反防错检测装置及固定点焊机的制作方法
本技术涉及点焊机,尤其是涉及一种汽车钣金支架防反防错检测装置及固定点焊机。
背景技术:
1、固定点焊机是作为一种汽车零部件常用的焊接装置,其经常用于结构简单的支架点焊焊接。在支架焊接过程中,左侧支架需要放置在右侧支架的上方,但是在操作员进行安装时,容易出现两个支架上下搭接错误,进而在焊接后会造成严重的经济损失。目前,在固定点焊机上对支架搭接顺序的防错是采用人工进行检查的方法,但是人工进行检查的方法也无法确保错误零件100%检出,并且人工检查的方法效率比较低。
2、本申请人发现现有技术至少存在以下技术问题:
3、在现有技术中,在固定点焊机中,采用人工进行检查两个支架搭接顺序存在效率比较低的问题。
技术实现思路
1、本实用新型的目的在于提供一种汽车钣金支架防反防错检测装置及固定点焊机,以解决现有技术中采用人工进行检查两个支架搭接顺序存在效率比较低的技术问题。本实用新型提供的诸多技术方案中的优选技术方案所能产生的诸多技术效果详见下文阐述。
2、为实现上述目的,本实用新型提供了以下技术方案:
3、本实用新型提供的一种汽车钣金支架防反防错检测装置,包括防错夹具、上行程检测器和提示件,其中,所述防错夹具安装在固定点焊机上的点焊平台上,所述上行程检测器安装在所述固定点焊机上的升降装置上,所述上行程检测器与所述固定点焊机上的控制器通信连接,所述提示件与所述控制器通信连接且所述控制器能控制所述提示件发出提示音;
4、所述防错夹具上设置有用以支撑左侧支架上的焊接段以及靠近右侧支架上的焊接段的侧端的防错结构;
5、所述上行程检测器用来检测所述固定点焊机上的上部电极的下降距离并将所述下降距离信息传递给所述控制器。
6、可选地,所述防错夹具上设置有限位块,所述限位块和所述防错结构的个数均为两个,两个所述防错结构均位于所述限位块的左侧,所述左侧支架和所述右侧支架两者的焊接段均放置在两个所述限位块之间。
7、可选地,所述防错夹具的右端上设置有右定位销,所述右侧支架上的第一定位孔与所述右定位销相连接;
8、所述防错夹具的左端上设置有左定位销,所述左侧支架上的第三定位孔与所述左定位销相连接。
9、可选地,所述右定位销和所述左定位销两者的朝向不同。
10、可选地,所述防错夹具上还设置有中定位销和贯穿口,所述中定位销和所述贯穿口均位于所述限位块的右侧并靠近所述限位块,所述中定位销与所述右侧支架上的第二定位孔相连接,所述右侧支架上的折弯条能伸入到所述贯穿口中。
11、可选地,所述防错夹具上还设置有焊接孔,所述焊接孔位于两个所述限位块之间,所述固定点焊机上的下部电极穿过所述焊接孔。
12、本实用新型提供的一种固定点焊机,包括立架、上部电极、下部电极、升降装置、点焊平台、控制器和一种汽车钣金支架防反防错检测装置,所述升降装置、所述点焊机和所述下部电极从上往下依次与所述立架相连接,所述上部电极与所述升降装置相连接且所述升降装置能推动所述上部电极做升降运动,所述上部电极位于所述点焊平台的上方,所述控制器与所述立架相连接,所述一种汽车钣金支架防反防错检测装置上的防错夹具安装在所述点焊平台的上方,所述一种汽车钣金支架防反防错检测装置上的上行程检测器安装在所述升降装置的侧壁上。
13、可选地,所述控制器包括接收处理元件、显示屏和操作按钮。
14、本实用新型提供的一种汽车钣金支架防反防错检测装置,在左侧支架和右侧支架搭接在防错夹具上时,由于防错结构的设置,左侧支架是放置在防错结构的上端,在正确的搭接时,右侧支架是放置在左侧支架的下方并且位于防错结构的一侧,在错误的搭接时,右侧支架是放置在左侧支架的上方并且也位于防错结构的上方,故在错误的搭接中左侧支架和右侧支架两者的焊接位置距离防错夹具的高度增大,从而会造成上部电极的下降距离是不同的,在错误的搭接中上部电极的下降距离小于在正确的搭接中上部电极的下降距离,从而在上行程检测器检测到上部电极的下降距离信息传递给控制器后,而控制器判断该下降距离信息没有达到指定下降距离时,就会控制提示件发出提示音,提醒工人支架搭接错误,通过自动化感应检查,提高了工作效率,降低了工人的劳动力,解决了现有技术中采用人工进行检查两个支架搭接顺序存在效率比较低的技术问题。
技术特征:
1.一种汽车钣金支架防反防错检测装置,其特征在于,包括防错夹具(1)、上行程检测器(2)和提示件,其中,
2.根据权利要求1所述的一种汽车钣金支架防反防错检测装置,其特征在于,所述防错夹具(1)上设置有限位块(12),所述限位块(12)和所述防错结构(11)的个数均为两个,两个所述防错结构(11)均位于所述限位块(12)的左侧,所述左侧支架(9)和所述右侧支架(10)两者的焊接段(91)均放置在两个所述限位块(12)之间。
3.根据权利要求2所述的一种汽车钣金支架防反防错检测装置,其特征在于,所述防错夹具(1)的右端上设置有右定位销(13),所述右侧支架(10)上的第一定位孔(101)与所述右定位销(13)相连接;
4.根据权利要求3所述的一种汽车钣金支架防反防错检测装置,其特征在于,所述右定位销(13)和所述左定位销(14)两者的朝向不同。
5.根据权利要求3所述的一种汽车钣金支架防反防错检测装置,其特征在于,所述防错夹具(1)上还设置有中定位销(15)和贯穿口(16),所述中定位销(15)和所述贯穿口(16)均位于所述限位块(12)的右侧并靠近所述限位块(12),所述中定位销(15)与所述右侧支架(10)上的第二定位孔(102)相连接,所述右侧支架(10)上的折弯条(103)能伸入到所述贯穿口(16)中。
6.根据权利要求2所述的一种汽车钣金支架防反防错检测装置,其特征在于,所述防错夹具(1)上还设置有焊接孔(17),所述焊接孔(17)位于两个所述限位块(12)之间,所述固定点焊机上的下部电极(8)穿过所述焊接孔(17)。
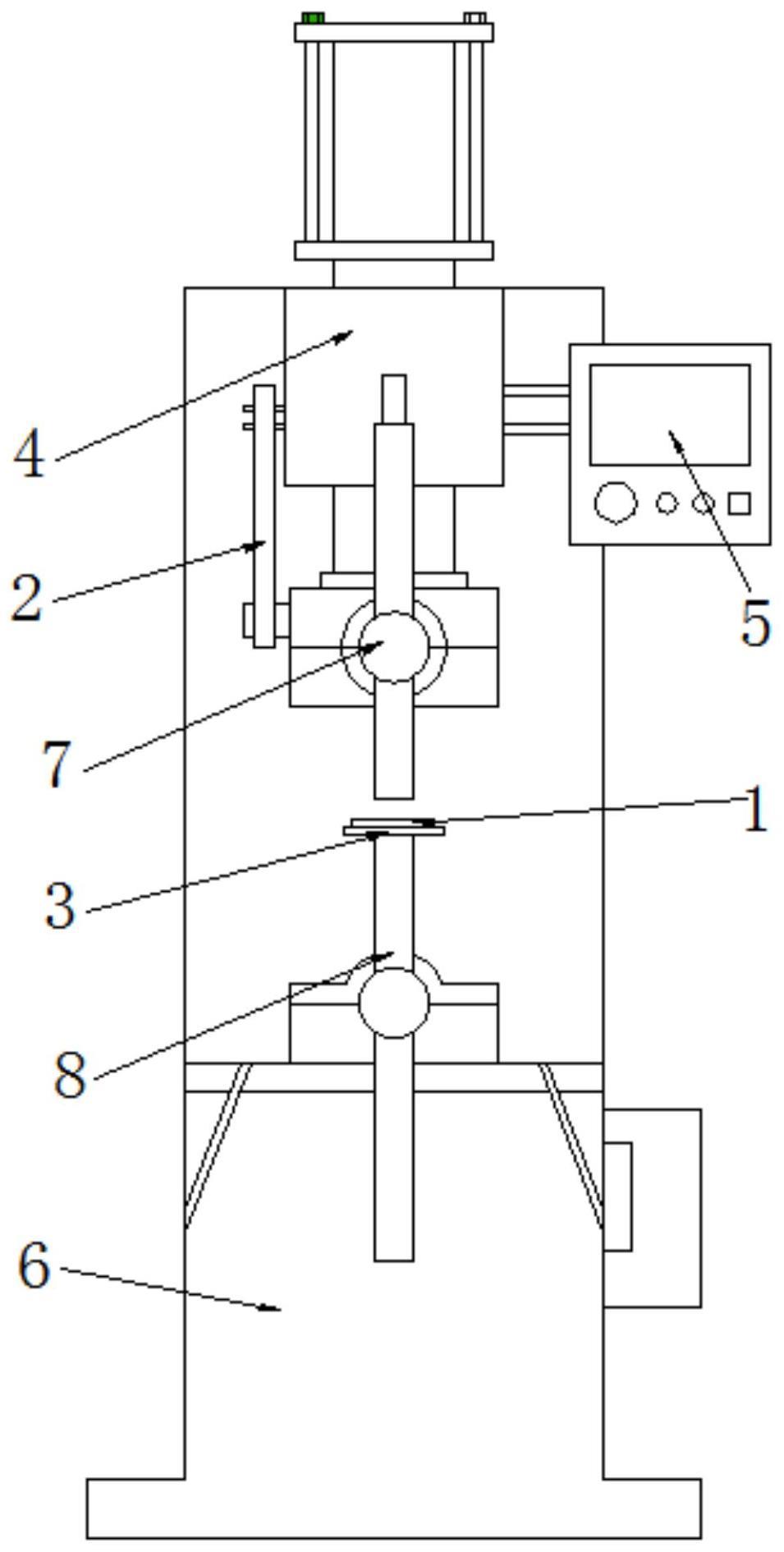
7.一种固定点焊机,其特征在于,包括立架(6)、上部电极(7)、下部电极(8)、升降装置(4)、点焊平台(3)、控制器(5)和权利要求1-6任一所述的一种汽车钣金支架防反防错检测装置,所述升降装置(4)、所述点焊机和所述下部电极(8)从上往下依次与所述立架(6)相连接,所述上部电极(7)与所述升降装置(4)相连接且所述升降装置(4)能推动所述上部电极(7)做升降运动,所述上部电极(7)位于所述点焊平台(3)的上方,所述控制器(5)与所述立架(6)相连接,所述一种汽车钣金支架防反防错检测装置上的防错夹具(1)安装在所述点焊平台(3)的上方,所述一种汽车钣金支架防反防错检测装置上的上行程检测器(2)安装在所述升降装置(4)的侧壁上。
8.根据权利要求7所述的固定点焊机,其特征在于,所述控制器(5)包括接收处理元件、显示屏和操作按钮。
技术总结
本技术提供了一种汽车钣金支架防反防错检测装置及固定点焊机,涉及点焊机技术领域,解决了现有技术中采用人工进行检查两个支架搭接顺序存在效率比较低的技术问题。该装置包括。本技术用于防错夹具、上行程检测器和提示件,防错夹具安装在点焊平台上,上行程检测器安装在升降装置上,上行程检测器与固定点焊机上的控制器通信连接,提示件与控制器通信连接且控制器能控制提示件发出提示音;防错夹具上设置有用以支撑左侧支架上的焊接段以及靠近右侧支架上的焊接段的侧端的防错结构;上行程检测器用来检测固定点焊机上的上部电极的下降距离并将下降距离信息传递给控制器。本技术用于检测两个支架上下搭接顺序是否正确。
技术研发人员:黄杰大,董建鹏,李家富,陈岳雄
受保护的技术使用者:广汽本田汽车有限公司
技术研发日:20230621
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!