用于拉杆导向座装配的辅助装置的制作方法
本技术涉及一种岸桥领域,尤其涉及用于拉杆导向座装配的辅助装置。
背景技术:
1、在岸桥大梁俯仰过程中,拉杆系统起到了重要作用。拉杆导向座作为拉杆系统的重要组件,在制作过程中,导向座头部包板需多次折弯,原始制作模式全靠手工制作,存在整体成型质量差,效率低且工人劳动强度大等问题。
技术实现思路
1、有鉴于此,本实用新型的目的在于提供一种用于拉杆导向座装配的辅助装置,能够辅助拉杆导向座的成型与装配。
2、为解决上述技术问题,本实用新型采用以下技术方案:
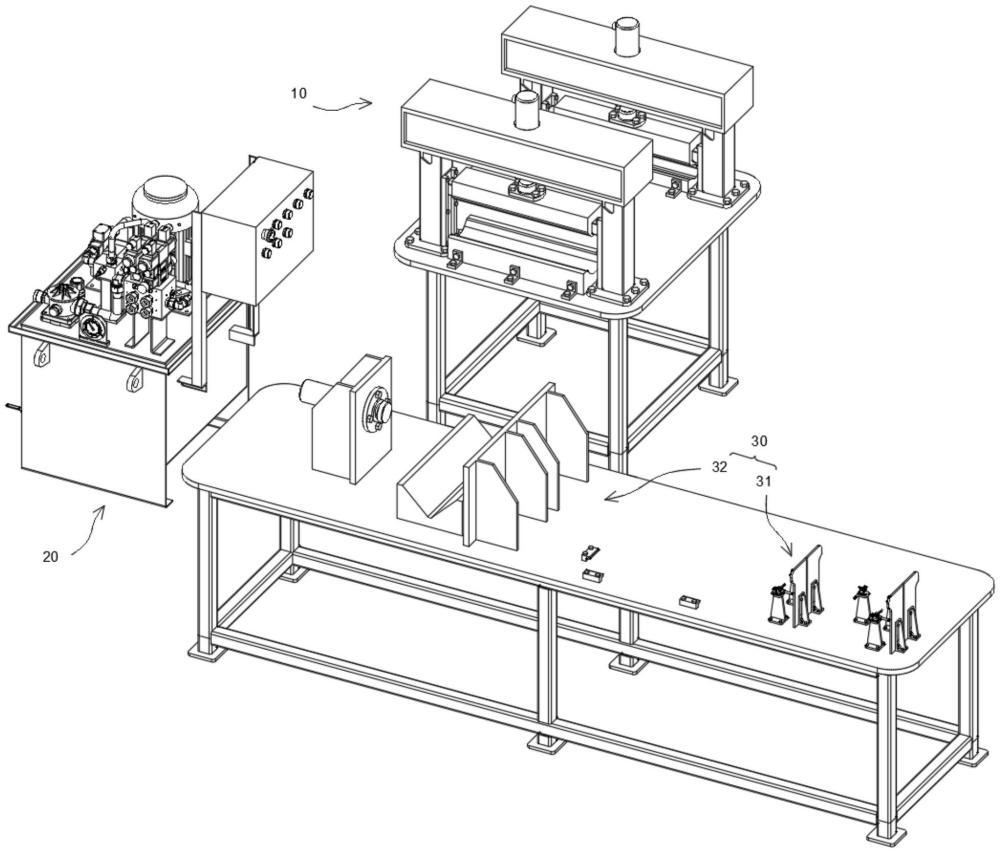
3、根据本实用新型实施例的用于拉杆导向座装配的辅助装置,包括:
4、成型组件,所述成型组件包括:
5、第一基座;
6、第一折弯组件,所述第一折弯组件设置在所述第一基座上,所述第一折弯组件用于将拉杆头部的包板折弯成第一预定角度;
7、控制组件,所述控制组件与所述第一折弯组件中的驱动件相连接以控制所述第一折弯组件工作。
8、进一步的,所述成型组件还包括:
9、第二折弯组件,所述第二折弯组件与所述第一折弯相对设置在所述第一基座上,所述第二折弯组件用于将拉杆头部包板折弯成第二预定角度,且所述控制组件与所述第二折弯组件中的驱动件相连接以控制所述第二折弯组件工作。
10、进一步的,所述第一折弯组件与第二折弯组件中的驱动件为第一液压缸,其中,所述第一折弯组件和第二折弯组件分别包括:
11、折弯下模,所述折弯下模固定在所述第一基座上,所述折弯下模用于放置所述拉杆头部包板;
12、第一液压组件,所述第一液压组件包括两根竖向相对设置的支撑座和设置在两根所述支撑座顶端的所述第一液压缸,两根所述支撑座分别设置在所述折弯下模的两端且两根所述支撑座的相对内侧设置有滑槽;
13、折弯上模,所述折弯上模的两端分别配合所述滑槽且所述上模顶端连接在所述液压缸的底端,在所述液压缸的作用下所述折弯上模的两端沿所述滑槽滑动以接近/远离所述折弯下模,
14、其中,所述第一折弯组件中的折弯上模的下表面形成有所述第一预定角度的凸角且所述折弯下模的上表面形成有所述第一预定角度的凹槽,且所述第二折弯组件中的折弯上模的下表面形成有所述第二预定角度的凸角且所述折弯下模的上表面形成有所述第二预定角度的凹槽。
15、进一步的,所述第一基台上设有多个第一限位块,多个所述第一限位块分别设置在所述第一折弯组件和第二折弯组件中的折弯下模的两侧用于限定所述折弯下模在所述第一基台上的位置。
16、进一步的,辅助装置还包括装配组件,所述装配组件包括:
17、第二基台;
18、第一定位件,所述第一定位件设置在所述第二基台上用于限定所述拉杆导向座中筋板组件的位置;
19、第二定位件,所述第二定位件与所述第一定位件间隔开设置在所述第二基台上,所述第二定位件用于限定折弯后的所述包板与焊接后的所述筋板组件的位置,以焊接形成所述拉杆导向座;
20、第二液压组件,所述第二液压组件设置在所述第二基台上且位于所述第二定位件的远离所述第一定位件一侧,所述第二液压组件中的液压缸横向设置,所述第二液压组件中的液压缸与所述控制组件相连以通过所述控制组件控制所述液压缸靠近/远离所述第二定位件。
21、进一步的,所述第一定位件包括相对间隔开设置在所述第二基台表面的第一夹具机构和第二夹具机构,所述第一夹具机构用于对所述筋板组件中的第一筋板限位并将其固定于所述第二基台表面,所述第二夹具机构与所述第一夹具机构之间的间隙匹配所述筋板组件中的第二筋板的厚度以支撑所述第二筋板。
22、进一步的,所述第一定位件还包括第三夹具机构和第四夹具机构,所述第三夹具机构与所述第一夹具机构间隔开设置,所述第三夹具机构与所述第一夹具机构配合以限定所述筋板组件的开档,所述第四夹具机构位于所述第一夹具机构与第三夹具机构之间,所述第四夹具机构用于抵接于所述第二筋板上。
23、进一步的,所述第一夹具机构、第二夹具机构和第三夹具机构结构相同,分别包括第一挡板、夹具和夹具支撑座,所述夹具支撑座安装在第二基台上,所述夹具安装于所述夹具支撑座上,所述夹具对应所述第一挡板的中间位置,所述夹具可在外力的作用下抵接于所述第一挡板表面或远离所述第一挡板。
24、进一步的,所述第二定位件包括:
25、限位座,所述限位座安装于所述第二基台上,所述限位座上设有容置槽,所述容置槽匹配所述包板;
26、第二挡板,所述第二挡板安装于所述第二基台上,所述第二挡板连接于所述限位座的一侧边。
27、进一步的,所述装配组件还包括第三定位件,所述第三定位件包括多个第二限位块,多个所述第二限位块安装于所述第二基台表面,多个所述第二限位块用于限制所述筋板组件中的底板的位置。
28、本实用新型的上述技术方案至少具有如下有益效果之一:
29、本实用新型公开的用于拉杆导向座装配的辅助装置,该辅助装置利用成型组件对拉杆导向座头部包板进行折弯成型,再利用装配组件限定多个筋板的位置以焊接形成筋板组件,以及限定包板与筋板组件的位置以焊接形成拉杆导向座,操作人员利用该辅助装置便于对包板的折弯成型以及拉杆导向座的整体装配,进一步提高了拉杆导向座的装配效率与装配质量。
技术特征:
1.一种用于拉杆导向座装配的辅助装置,其特征在于,包括:
2.如权利要求1所述的用于拉杆导向座装配的辅助装置,其特征在于,所述成型组件还包括:
3.如权利要求2所述的用于拉杆导向座装配的辅助装置,其特征在于,所述第一折弯组件与第二折弯组件中的驱动件为第一液压缸,其中,所述第一折弯组件和第二折弯组件分别包括:
4.如权利要求2所述的用于拉杆导向座装配的辅助装置,其特征在于,所述第一基座上设有多个第一限位块,多个所述第一限位块分别设置在所述第一折弯组件和第二折弯组件中的折弯下模的两侧用于限定所述折弯下模在所述第一基座上的位置。
5.如权利要求4所述的用于拉杆导向座装配的辅助装置,其特征在于,还包括装配组件,所述装配组件包括:
6.如权利要求5所述的用于拉杆导向座装配的辅助装置,其特征在于,所述第一定位件包括相对间隔开设置在所述第二基台表面的第一夹具机构和第二夹具机构,所述第一夹具机构用于对所述筋板组件中的第一筋板限位并将其固定于所述第二基台表面,所述第二夹具机构与所述第一夹具机构之间的间隙匹配所述筋板组件中的第二筋板的厚度以支撑所述第二筋板。
7.如权利要求6所述的用于拉杆导向座装配的辅助装置,其特征在于,所述第一定位件还包括第三夹具机构和第四夹具机构,所述第三夹具机构与所述第一夹具机构间隔开设置,所述第三夹具机构与所述第一夹具机构配合以限定所述筋板组件的开档,所述第四夹具机构位于所述第一夹具机构与第三夹具机构之间,所述第四夹具机构用于抵接于所述第二筋板上。
8.如权利要求7所述的用于拉杆导向座装配的辅助装置,其特征在于,所述第一夹具机构、第二夹具机构和第三夹具机构结构相同,分别包括第一挡板、夹具和夹具支撑座,所述夹具支撑座安装在第二基台上,所述夹具安装于所述夹具支撑座上,所述夹具对应所述第一挡板的中间位置,所述夹具可在外力的作用下抵接于所述第一挡板表面或远离所述第一挡板。
9.如权利要求5所述的用于拉杆导向座装配的辅助装置,其特征在于,所述第二定位件包括:
10.如权利要求5所述的用于拉杆导向座装配的辅助装置,其特征在于,所述装配组件还包括第三定位件,所述第三定位件包括多个第二限位块,多个所述第二限位块安装于所述第二基台表面,多个所述第二限位块用于限制所述筋板组件中的底板的位置。
技术总结
本技术提供一种用于拉杆导向座装配的辅助装置,该辅助装置包括成型组件,成型组件包括第一基座、第一折弯组件和控制组件,第一折弯组件设置在第一基座上,第一折弯组件用于将拉杆头部的包板折弯成第一预定角度;所述控制组件与所述第一折弯组件中的驱动件相连接以控制所述第一折弯组件工作。根据本技术实施例的辅助装置利用成型组件对拉杆导向座头部包板进行折弯成型,再利用装配组件限定多个筋板的位置以焊接形成筋板组件,以及限定包板与筋板组件的位置以焊接形成拉杆导向座,操作人员利用该辅助装置便于对包板的折弯成型以及拉杆导向座的整体装配,进一步提高了拉杆导向座的装配效率与装配质量。
技术研发人员:王伟,袁青云,廖天恩,张飞鸿,樊文斌,孙海乐,姚张媛,潘玉北
受保护的技术使用者:上海振华重工(集团)股份有限公司
技术研发日:20230625
技术公布日:2024/2/29
- 还没有人留言评论。精彩留言会获得点赞!