一种带有预热功能的焊接装置的制作方法
本技术涉及一种有预热功能的焊接装置,特别是涉及一种带有预热功能的焊接装置,属于焊接。
背景技术:
1、如申请号为201510863493.6,公开了一种焊接预热装置及其应用,属于焊接预热技术领域。本发明的焊接预热装置,包括本体,本体包括定位机构和预热机构,还包括调节机构,定位机构设置在焊缝侧下方,预热机构设置在靠近焊缝的底端面,调节机构连接在定位机构和预热机构之间,调节预热机构和焊缝底端面的压紧程度。本发明通过定位机构将预热机构进行定位于接近预热对象,以及调节机构对预热机构进行调节,调节预热对象和预热机构之间压紧程度,有效解决了预热时间或温度不好控制的技术问题。
2、传统的焊接工艺操作较为复杂,无法进行对点预热,预热速度较慢,预热效果较差或是不便于对产品进行放置,因此需要一种带有预热功能的焊接装置,对上述不足做出改进。
技术实现思路
1、本实用新型的主要目的是为了提供一种带有预热功能的分体式局部可拆卸的焊接装置。
2、本实用新型的目的可以通过采用如下技术方案达到:
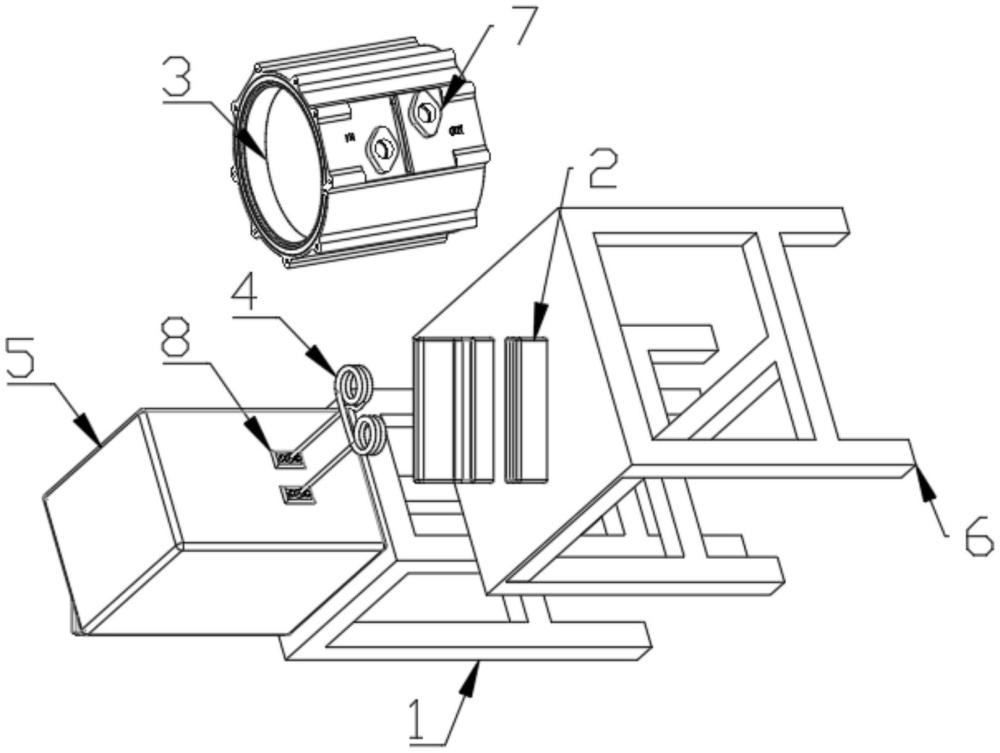
3、一种带有预热功能的焊接装置,包括支架一和支架二,所述支架一的一侧安装有支架二,所述支架二的顶部中间处两侧分布安装有机壳限位块,所述机壳限位块内放置有驱动电机外壳,所述驱动电机外壳的外顶部中间两侧分别开设有驱动机壳水嘴,所述支架一的顶部安装有加热器,所述加热器的外壁与所述驱动机壳水嘴相互配合处安装有加热管固定件,所述加热管固定件上安装有电热管。
4、优选的,所述电热管由所述加热管固定件与所述加热器定位连接。
5、优选的,所述电热管为弹簧式缠绕结构。
6、优选的,所述机壳限位块为l型结构。
7、优选的,加热器功率为10kw,预热温度设置为180-220℃,预热时间为55ss。
8、优选的,所述加热器上的电热管为局部预热结构,可除油。
9、本实用新型的有益技术效果:
10、本实用新型提供的一种带有预热功能的分体式局部可拆卸的焊接装置,工作人员将清除水嘴、驱动机壳水嘴处的毛刺和飞边,随后将产品放入超声波清洗池清洗,产品取出后用风枪吹干净产品表面的水渍;将驱动机壳水嘴放置在机壳限位块的顶部处把驱动机壳水嘴位对准电热管加热管段,开始加热驱动机壳水嘴位,加热器功率为10kw,预热温度设置为180-220℃,预热时间为55s,确保快速预热;产品预热完毕,取出驱动电机外壳,放入焊机工装中,并用夹具夹紧;将水嘴放置于驱动机壳水嘴位处,开始焊接,焊件在进行焊接时会产生应力和相变组织,而这种应力和相变组织在焊接过程中如果不消除的话,就会造成焊接裂纹,而焊前预热的主要目的就是为了消除焊接应力,减缓焊接后的冷却速度,排除氢气,避免产生淬硬组织,预热还能清除油污、水分等影响焊缝质量的因素,而且还能促使焊缝中氢的逸出,从而为防止产生气孔等缺陷起到相应的作用,也防止了裂纹的产生。
技术特征:
1.一种带有预热功能的焊接装置,包括支架一(1)和支架二(6),所述支架一(1)的一侧安装有支架二(6),所述支架二(6)的顶部中间处两侧分布安装有机壳限位块(2),其特征在于:所述机壳限位块(2)内放置有驱动电机外壳(3),所述驱动电机外壳(3)的外顶部中间两侧分别开设有驱动机壳水嘴(7),所述支架一(1)的顶部安装有加热器(5),所述加热器(5)的外壁与所述驱动机壳水嘴(7)相互配合处安装有加热管固定件(8),所述加热管固定件(8)上安装有电热管(4)。
2.根据权利要求1所述的一种带有预热功能的焊接装置,其特征在于:所述电热管(4)由所述加热管固定件(8)与所述加热器(5)定位连接。
3.根据权利要求2所述的一种带有预热功能的焊接装置,其特征在于:所述电热管(4)为弹簧式缠绕结构。
4.根据权利要求3所述的一种带有预热功能的焊接装置,其特征在于:所述机壳限位块(2)为l型结构。
5.根据权利要求4所述的一种带有预热功能的焊接装置,其特征在于:加热器(5)功率为10kw,预热温度设置为180-220℃,预热时间为55s。
6.根据权利要求5所述的一种带有预热功能的焊接装置,其特征在于:所述加热器(5)上的电热管(4)为局部预热结构,可除油。
技术总结
本技术公开了一种带有预热功能的焊接装置,属于焊接技术领域,支架二的顶部中间处两侧分布安装有机壳限位块,机壳限位块内放置有驱动电机外壳,驱动电机外壳的外顶部中间两侧分别开设有驱动机壳水嘴,支架一的顶部安装有加热器,加热器的外壁与驱动机壳水嘴相互配合处安装有加热管固定件,加热管固定件上安装有电热管,加热器功率约为10KW,预热温度设置为180‑220℃,预热时间为55s,确保快速预热;而焊前预热的主要目的就是为了消除焊接应力,减缓焊接后的冷却速度,排除氢气,避免产生淬硬组织,预热还能清除油污、水分等影响焊缝质量的因素,而且还能促使焊缝中氢的逸出,从而为防止产生气孔等缺陷起到相应的作用,也防止了裂纹的产生。
技术研发人员:吴克桦,邵山,卢官平,罗应涛,吴雅楠
受保护的技术使用者:江苏攀森智能科技有限公司
技术研发日:20230626
技术公布日:2024/1/25
- 还没有人留言评论。精彩留言会获得点赞!