汽车转向器外壳体装配生产线的衬套装配机构的制作方法
本技术涉及衬套装配机构,尤其涉及汽车转向器外壳体装配生产线的衬套装配机构。
背景技术:
1、转向器外壳体是转汽车向系统的重要组成部分,用于支撑和固定齿轮、齿条,当旋转方向盘时,转向器中的齿轮便转动,带动转向器中的齿条朝方向盘转动的方向移动,增大方向盘传到转向传动机构的力和改变力的传递方向。
2、如图1所示,转向器外壳体11包括空心的柱体1101,柱体1101两端连接有拉杆壳1102及齿轮壳1103。其中,柱体1101顶部卡接有两个c字型为一组的衬套1107。
3、在现有技术中,由于两个c字型衬套方向不同,需要配备两组供料机构,从而造成较大的浪费。
技术实现思路
1、本实用新型的目的在于提供一种汽车转向器外壳体装配生产线的衬套装配机构,衬套装配机构设置有换向组件,在装配c字型的衬套时,可实现衬套的间隔换向,无需配备两套供给机构,节约成本,以解决上述背景技术中提出的问题。
2、为实现上述目的,本实用新型提供如下技术方案:
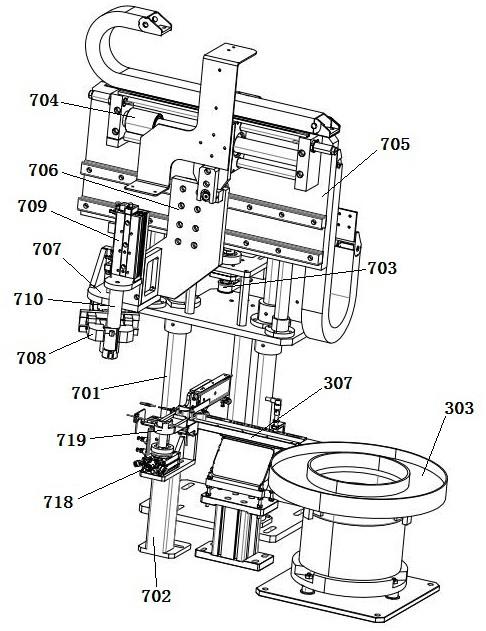
3、一种汽车转向器外壳体装配生产线的衬套装配机构,包括供给机构c、立柱a、支架a、丝杠升降机a、丝杠滑台模组a、衬套抓取组件、衬套压装组件、衬套推送组件及换向组件;立柱a连接于工作台上,丝杠升降机a连接于立柱a上,丝杠升降机a上连接有升降板a,丝杠滑台模组a连接于升降板a上;衬套抓取组件滑动配合于升降板a上,衬套压装组件连接于衬套抓取组件上;衬套推送组件及换向组件连接于支架a上,衬套推送组件与供给机构c对接。
4、本实用新型的进一步改进方案是,供给机构c为振动盘上料机与直线振动上料器的组合,衬套推送组件与直线振动上料器的上料通道c对接。
5、本实用新型的进一步改进方案是,衬套抓取组件包括平移板a,平移板a滑动配合于升降板a,平移板a的底部连接有托板,托板上连接有气动手指c。
6、本实用新型的进一步改进方案是,衬套压装组件包括第二气缸及压杆,托板上连接有背板,第二气缸连接于背板上,压杆连接于第二气缸的动力输出端,且压杆与气动手指c的夹爪部同心。
7、本实用新型的进一步改进方案是,衬套推送机构包括u型板,u型板的底部连接有竖板,竖板连接于支架a顶部一端;u型板的侧沿开设有缺口,该缺口与上料通道c对接。
8、本实用新型的进一步改进方案是,竖板上连接有立板,立板上连接有第三气缸,第三气缸的动力输出端连接有推板,推板滑动配合于u型板;竖板上连接有第五气缸,第五气缸的动力输出端连接有挡板,挡板滑动配合于u型板并伸入至u型槽中。
9、本实用新型的进一步改进方案是,换向组件包括旋转气缸a,旋转气缸a连接于支架a顶部的另一端,旋转气缸a的动力输出端连接有换向块,换向块的顶端设有封闭的u型的换向槽,且换向槽与u型板上的u型槽平齐。
10、本实用新型的有益效果:
11、本实用新型的汽车转向器外壳体装配生产线的衬套装配机构,衬套装配机构设置有换向组件,在装配c字型的衬套时,可实现衬套的间隔换向,无需配备两套供给机构,节约成本。
12、本实用新型的汽车转向器外壳体装配生产线的衬套装配机构,衬套装配机构集取料、换向、放料、压装功能于一体,极大的提高了装配效率及装配质量。
技术特征:
1.一种汽车转向器外壳体装配生产线的衬套装配机构,其特征在于:包括供给机构c(303)、立柱a(701)、支架a(702)、丝杠升降机a(703)、丝杠滑台模组a(704)、衬套抓取组件、衬套压装组件、衬套推送组件及换向组件;所述立柱a(701)连接于工作台(101)上,丝杠升降机a(703)连接于立柱a(701)上,丝杠升降机a(703)上连接有升降板a(705),丝杠滑台模组a(704)连接于升降板a(705)上;所述衬套抓取组件滑动配合于升降板a(705)上,衬套压装组件连接于衬套抓取组件上;所述衬套推送组件及换向组件连接于支架a(702)上,衬套推送组件与供给机构c(303)对接。
2.如权利要求1所述的汽车转向器外壳体装配生产线的衬套装配机构,其特征在于:所述供给机构c(303)为振动盘上料机与直线振动上料器的组合,衬套推送组件与直线振动上料器的上料通道c(307)对接。
3.如权利要求1或2所述的汽车转向器外壳体装配生产线的衬套装配机构,其特征在于:所述衬套抓取组件包括平移板a(706),平移板a(706)滑动配合于升降板a(705),平移板a(706)的底部连接有托板(707),托板(707)上连接有气动手指c(708)。
4.如权利要求3所述的汽车转向器外壳体装配生产线的衬套装配机构,其特征在于:所述衬套压装组件包括第二气缸(709)及压杆(710),托板(707)上连接有背板(711),第二气缸(709)连接于背板(711)上,压杆(710)连接于第二气缸(709)的动力输出端,且压杆(710)与气动手指c(708)的夹爪部同心。
5.如权利要求4所述的汽车转向器外壳体装配生产线的衬套装配机构,其特征在于:所述衬套推送机构包括u型板(712),u型板(712)的底部连接有竖板(713),竖板(713)连接于支架a(702)顶部一端;所述u型板(712)的侧沿开设有缺口(714),该缺口(714)与上料通道c(307)对接。
6.如权利要求5所述的汽车转向器外壳体装配生产线的衬套装配机构,其特征在于:所述竖板(713)上连接有立板(715),立板(715)上连接有第三气缸(716),第三气缸(716)的动力输出端连接有推板(717),推板(717)滑动配合于u型板(712);所述竖板(713)上连接有第五气缸(721),第五气缸(721)的动力输出端连接有挡板(722),挡板(722)滑动配合于u型板(712)并伸入至u型槽中。
7.如权利要求6所述的汽车转向器外壳体装配生产线的衬套装配机构,其特征在于:所述换向组件包括旋转气缸a(718),旋转气缸a(718)连接于支架a(702)顶部的另一端,旋转气缸a(718)的动力输出端连接有换向块(719),换向块(719)的顶端设有封闭的u型的换向槽(720),且换向槽(720)与u型板(712)上的u型槽平齐。
技术总结
本技术公开了一种汽车转向器外壳体装配生产线的衬套装配机构,包括供给机构C、立柱A、支架A、丝杠升降机A、丝杠滑台模组A、衬套抓取组件、衬套压装组件、衬套推送组件及换向组件;立柱A连接于工作台上,丝杠升降机A连接于立柱A上,丝杠升降机A上连接有升降板A,丝杠滑台模组A连接于升降板A上;衬套抓取组件滑动配合于升降板A上,衬套压装组件连接于衬套抓取组件上;衬套推送组件及换向组件连接于支架A上,衬套推送组件与供给机构C对接。与现有技术相比,本技术的衬套装配机构设置有换向组件,在装配C字型的衬套时,可实现衬套的间隔换向,无需配备两套供给机构,节约成本。
技术研发人员:韩义先,赵年华,万东东,张铁龙,金超
受保护的技术使用者:江苏迈尔汽车零部件有限公司
技术研发日:20230627
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!