内冷高快钻的制作方法
本技术涉及内冷钻,尤其涉及一种内冷高快钻。
背景技术:
1、内冷却钻头是一种适合于深孔加工的机械加工工具,从柄部到切削刃有1~2个通孔,使压缩空气、油或切削液穿过,起到冷却刀具和工件,并冲走切屑,特别适合用于深孔加工。但是现有的内冷钻依然存在着与内喷夹套连接不紧密,整体强度低的问题。
2、因此,发明一种内冷高快钻显得非常必要。
技术实现思路
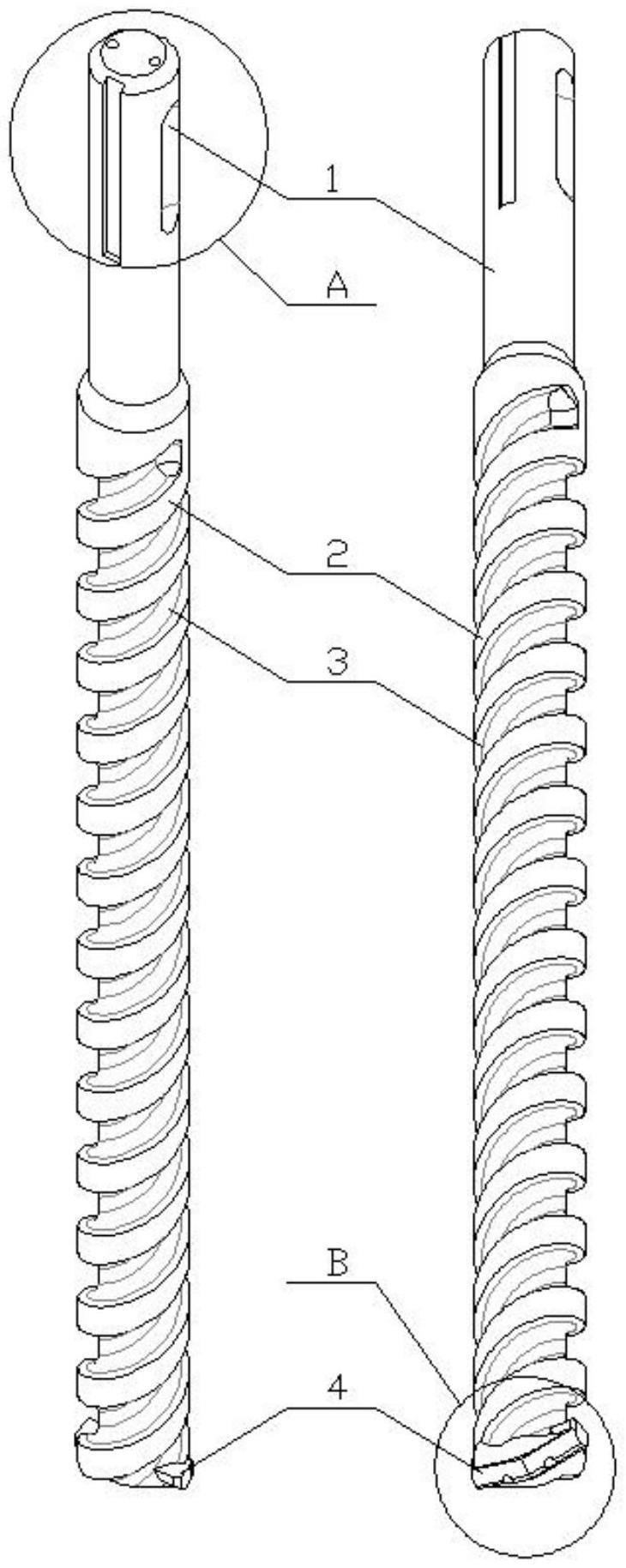
1、为了解决上述技术问题,本实用新型提供一种内冷高快钻,以解决现有的内冷钻依然存在着与内喷夹套连接不紧密,整体强度低的问题。一种内冷高快钻,包括装夹部分,支撑刃背,攻入刃沟和钻头横刃,其中:支撑刃背固定安装在装夹部分的下方,且攻入刃沟开设于支撑刃背的内部,该钻头横刃固定安装在支撑刃背的底端。
2、装夹部分包括夹装支撑体,上端内冷管道,定位安装滑槽和固定安装卡位,且上端内冷管道开设于夹装支撑体的顶部,并向下延伸;所述定位安装滑槽和固定安装卡位均开设于夹装支撑体的外侧。
3、钻头横刃包括受力支撑体,切削刃和下端内冷管道,且受力支撑体固定安装在支撑刃背的底端,且切削刃开设于受力支撑体的下方,该下端内冷管道开设于受力支撑体和切削刃的内部,并向上延伸。
4、装夹部分采用圆柱形的钢制金属结构,且装夹部分通过定位安装滑槽滑动安装在内喷套夹的内部,并通过固定安装卡位与内喷套夹进行固定;所述上端内冷管道采用最少两组,并分别与下端内冷管道进行连通,用于将本实用新型固定安装在内喷套夹的内部,且安装后稳定不易脱落,可通过内喷套夹将使压缩空气、油或切削液从上端内冷管道处向本实用新型内部输入,并进入到支撑刃背和攻入刃沟的内部,起到冷却效果。
5、钻头横刃整体为一个钨钢制成的合金金属件,且切削刃为受力支撑体进行打磨形成的中间高四周低的尖状结构,该下端内冷管道采用最少两组,并分别与上端内冷管道进行连通,用于率先攻入到需要打孔的工件内部,且整体硬度较高,方便快速的向下攻入,在攻入的过程中,内喷套夹将使压缩空气、油或切削液从下端内冷管道向外喷出,直接接触本实用新型以及需要打孔的工件,直接进行降温,防止工件裹或者钻头温度过高。
6、与现有技术相比,本实用新型具有如下有益效果:
7、1.本实用新型装夹部分的设置,用于将本实用新型固定安装在内喷套夹的内部,且安装后稳定不易脱落,可通过内喷套夹将使压缩空气、油或切削液从上端内冷管道处向本实用新型内部输入,并进入到支撑刃背和攻入刃沟的内部,起到冷却效果。
8、2.本实用新型钻头横刃的设置,用于率先攻入到需要打孔的工件内部,且整体硬度较高,方便快速的向下攻入,在攻入的过程中,内喷套夹将使压缩空气、油或切削液从下端内冷管道向外喷出,直接接触本实用新型以及需要打孔的工件,直接进行降温,防止工件裹或者钻头温度过高。
技术特征:
1.内冷高快钻,其特征在于:包括装夹部分(1),支撑刃背(2),攻入刃沟(3)和钻头横刃(4),其中:支撑刃背(2)固定安装在装夹部分(1)的下方,且攻入刃沟(3)开设于支撑刃背(2)的内部,该钻头横刃(4)固定安装在支撑刃背(2)的底端。
2.如权利要求1所述的内冷高快钻,其特征在于:所述装夹部分(1)包括夹装支撑体(11),上端内冷管道(12),定位安装滑槽(13)和固定安装卡位(14),且上端内冷管道(12)开设于夹装支撑体(11)的顶部,并向下延伸;所述定位安装滑槽(13)和固定安装卡位(14)均开设于夹装支撑体(11)的外侧。
3.如权利要求1所述的内冷高快钻,其特征在于:所述钻头横刃(4)包括受力支撑体(41),切削刃(42)和下端内冷管道(43),且受力支撑体(41)固定安装在支撑刃背(2)的底端,且切削刃(42)开设于受力支撑体(41)的下方,该下端内冷管道(43)开设于受力支撑体(41)和切削刃(42)的内部,并向上延伸。
4.如权利要求2所述的内冷高快钻,其特征在于:所述装夹部分(1)采用圆柱形的钢制金属结构,且装夹部分(1)通过定位安装滑槽(13)滑动安装在内喷套夹的内部,并通过固定安装卡位(14)与内喷套夹进行固定;所述上端内冷管道(12)采用最少两组,并分别与下端内冷管道(43)进行连通。
5.如权利要求3所述的内冷高快钻,其特征在于:所述钻头横刃(4)整体为一个钨钢制成的合金金属件,且切削刃(42)为受力支撑体(41)进行打磨形成的中间高四周低的尖状结构,该下端内冷管道(43)采用最少两组,并分别与上端内冷管道(12)进行连通。
技术总结
本技术提供内冷高快钻,包括装夹部分,支撑刃背,攻入刃沟和钻头横刃,其中:支撑刃背固定安装在装夹部分的下方,且攻入刃沟开设于支撑刃背的内部,该钻头横刃固定安装在支撑刃背的底端;本技术装夹部分和钻头横刃的设置,与内喷夹套连接紧密,整体强度高。
技术研发人员:王烨华,董祥虎
受保护的技术使用者:苏州工业园区瑞炅精密机械有限公司
技术研发日:20230627
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!