一种减震器自动装配流水线的制作方法
本技术涉及减震器装配,尤其涉及一种减震器自动装配流水线。
背景技术:
1、减震器,是用来抑制弹簧吸震后反弹时的震荡及来自路面的冲击。广泛用于汽车,为加速车架与车身振动的衰减,以改善汽车的行驶平顺性。在经过不平路面时,虽然吸震弹簧可以过滤路面的震动,但弹簧自身还会有往复运动,而减震器就是用来抑制这种弹簧跳跃的。
2、现有的减震器流水线,各工装之间配合不紧密,需要多名操作人员分散进行装配加工,工作人员劳动强度大,转运次数多,工作时间长,生产效果低。
技术实现思路
1、针对现有技术中所存在的不足,本实用新型提供了一种减震器自动装配流水线,其解决了现有技术中存在减震器流水线,各工装之间配合不紧密,需要多名操作人员分散进行装配加工,工作人员劳动强度大,转运次数多,工作时间长,生产效果低的问题。
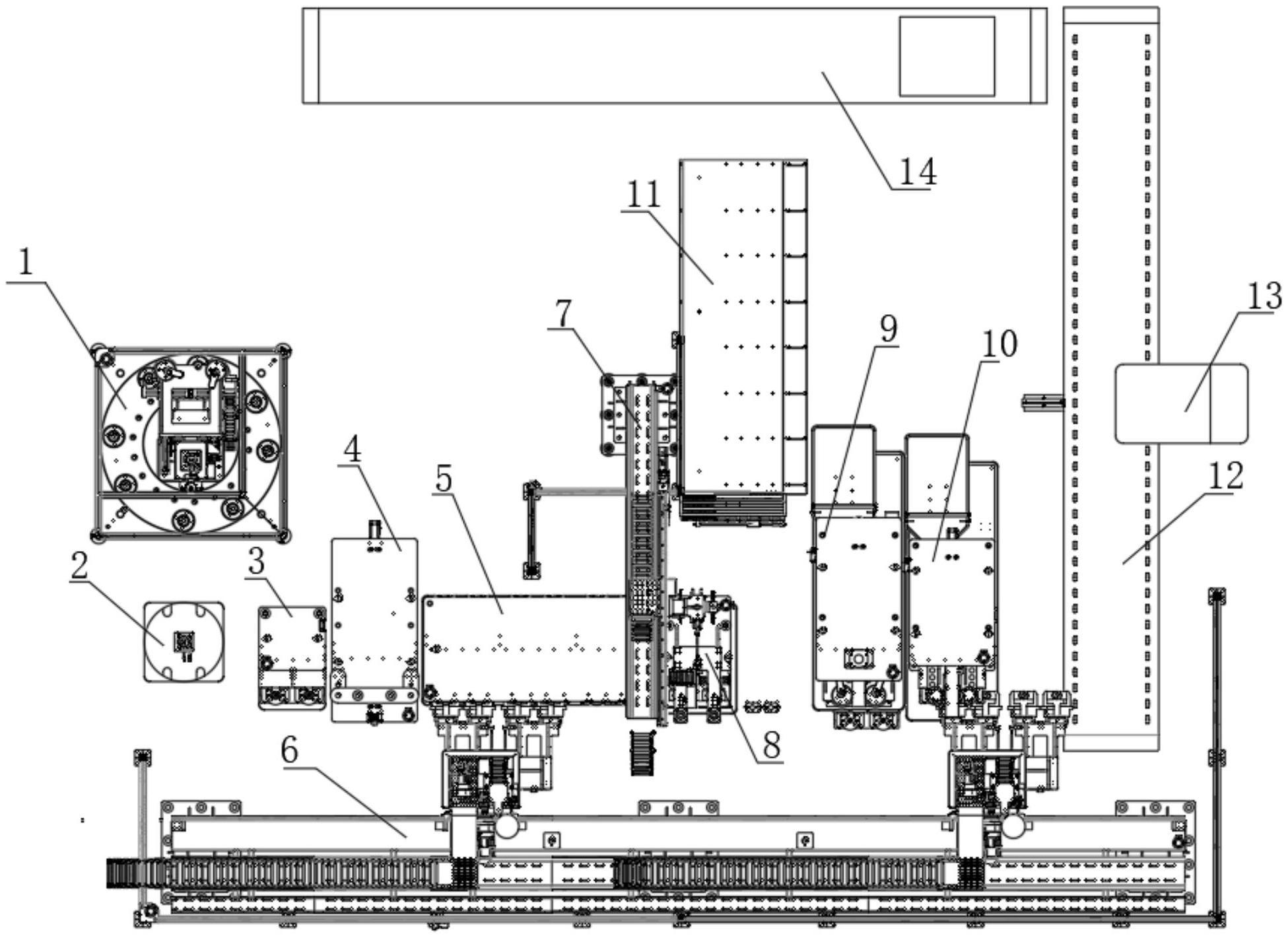
2、根据本实用新型的实施例,一种减震器自动装配流水线,其包括:转盘锁螺丝机,所述转盘锁螺丝机用于自动拧紧工件上内六角螺丝;上料变位机,所述上料变位机用于上料变位,所述上料变位机安装在转盘锁螺丝机的一侧;油封压装机,所述油封压装机用于对工件自动压装油封到位,所述油封压装机安装在上料变位机的一侧;压装卡簧工装,所述油封压装机用于对工件全自动压装卡簧到位,所述压装卡簧工装安装在油封压装机的一侧;试漏机,所述试漏机用于对压装油封、卡簧的工件进行全自动试漏检测,所述试漏机安装在压装卡簧工装背离油封压装机的一侧;双头桁架机械手,所述双头桁架机械手用于机构间的工件夹持输送,所述双头桁架机械手横向安装在油封压装机和试漏机的一侧;弹簧自动上料仓,所述弹簧自动上料仓用于弹簧自动上料到位;簧垫抓取机械手,所述簧垫抓取机械手用于将弹簧自动上料仓上料到位的弹簧自动抓取装入工件铝筒内,所述簧垫抓取机械手安装在试漏机和弹簧自动上料仓之间;加油机构,所述加油机构用于自动向工件铝筒内注油,所述加油机构安装在簧垫抓取机械手背离试漏机的一侧;打闷头机构,所述打闷头机构用于将工件拧紧,所述打闷头机构安装在加油机构的一侧;压防尘盖机构,所述压防尘盖机构用于将工件压装防尘盖,所述压防尘盖机构安装在靠近打闷头机构的一侧;下料线,所述下料线用于输送加工完成的工件,所述下料线安装在压防尘盖机构远离打闷头机构的一侧;打标机,所述打标机用于对下料线输送的工件进行打标,所述打标机安装在下料线上;打包线,所述打包线用于对下料线输送打标完成的工件进行打包;各机构均通过plc控制器控制。
3、优选的,所述双头桁架机械手包括:桁架底座;桁架,所述桁架安装在桁架底座的顶端;行走齿条,所述行走齿条设置在桁架的侧壁上;滑动机械手,所述滑动机械手设置有两组,且分别安装在桁架的两端。
4、优选的,所述滑动机械手包括:行走安装箱,所述行走安装箱设置在桁架靠近行走齿条的一侧;行走电机,所述行走电机安装在行走安装箱内,所述行走电机的输出端固定连接有行走齿轮,所述行走齿轮齿合安装在桁架上。
5、优选的,所述滑动机械手还包括:行走拖链,所述行走拖链一端固定连接在桁架上,另一端固定连接在行走安装箱上。
6、优选的,所述滑动机械手还包括:升降电机,所述升降电机安装在行走安装箱的背侧,所述升降电机的输出端固定连接有传动齿轮;升降柱,所述升降柱滑动安装在行走安装箱内,所述升降柱靠近传动齿轮的侧壁上设置有升降齿条,所述升降齿条与传动齿轮齿合安装。
7、优选的,所述滑动机械手还包括:安装板,所述安装板固定连接在升降柱的底端;机械手指,所述机械手指数量为若干个,且依次安装在安装板上。
8、优选的,所述滑动机械手还包括:升降拖链,所述升降拖链一端固定连接在行走安装箱上,另一端固定连接在升降柱上。
9、相比于现有技术,本实用新型具有如下有益效果:通过流水线中各工装之间加工紧密配合,实现对该产品的自动化工作作业,以减少工作时间,从而实现节时提效,降低了人工劳动强度,通过设置双头桁架机械手,减少转运次数,大大的提高了生产效率。
技术特征:
1.一种减震器自动装配流水线,其特征在于,包括:
2.如权利要求1所述的一种减震器自动装配流水线,其特征在于:所述双头桁架机械手(6)包括:
3.如权利要求2所述的一种减震器自动装配流水线,其特征在于:所述滑动机械手(64)包括:
4.如权利要求3所述的一种减震器自动装配流水线,其特征在于:所述滑动机械手(64)还包括:
5.如权利要求3所述的一种减震器自动装配流水线,其特征在于:所述滑动机械手(64)还包括:
6.如权利要求5所述的一种减震器自动装配流水线,其特征在于:所述滑动机械手(64)还包括:
7.如权利要求5所述的一种减震器自动装配流水线,其特征在于:所述滑动机械手(64)还包括:
技术总结
本技术适用于减震器装配技术领域,提供了一种减震器自动装配流水线,其包括:转盘锁螺丝机,所述转盘锁螺丝机用于自动拧紧工件上内六角螺丝;上料变位机,所述上料变位机用于上料变位,所述上料变位机安装在转盘锁螺丝机的一侧;油封压装机,所述油封压装机用于对工件自动压装油封到位,所述油封压装机安装在上料变位机的一侧;通过流水线中各工装之间加工紧密配合,实现对该产品的自动化工作作业,以减少工作时间,从而实现节时提效,降低了人工劳动强度,通过设置双头桁架机械手,减少转运次数,大大的提高了生产效率。
技术研发人员:张培文,张超
受保护的技术使用者:创科天航科技(重庆)有限公司
技术研发日:20230627
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!