钛合金薄片弯曲模的制作方法
本技术涉及冲压模具,特别涉及一种钛合金薄片弯曲模。
背景技术:
1、冲压模具是在冷冲压加工中,将材料加工成零件的一种装备。
2、对于厚度仅为0.1mm的钛合金薄膜,在冲压成型的过程中,会因为厚度较薄导致材料撕裂,且冲压后的产品存在厚度不均匀的问题。
技术实现思路
1、本实用新型的主要目的是提供一种钛合金薄片弯曲模,旨在提供一种减少撕裂且提高产品质量的钛合金薄片弯曲模。
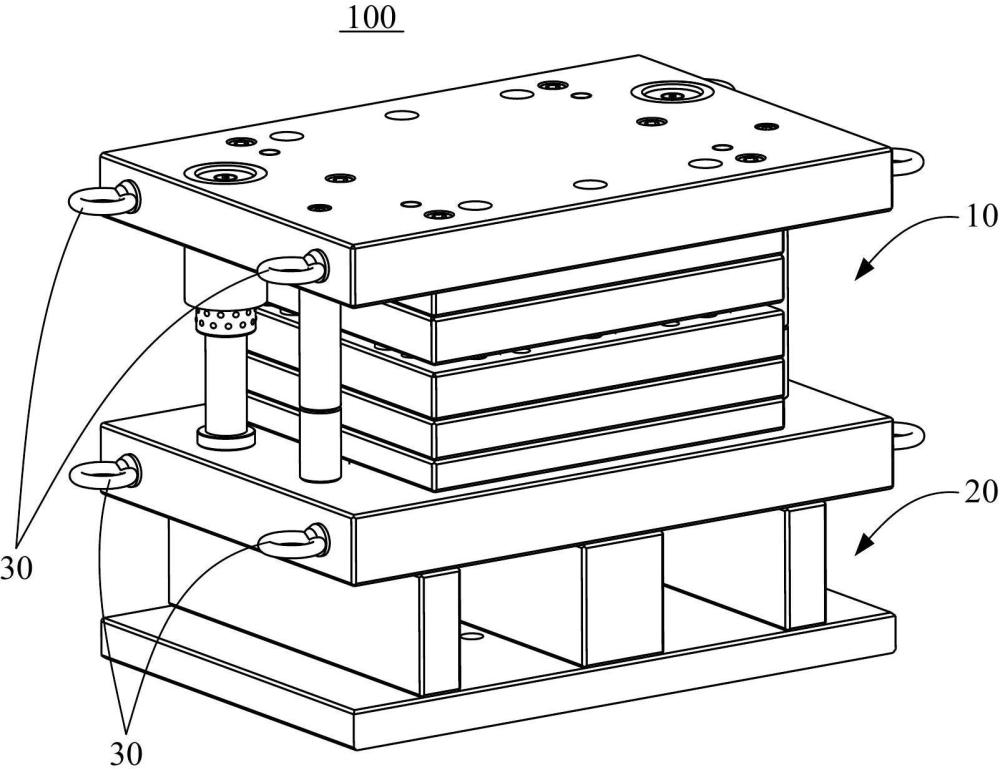
2、为实现上述目的,本实用新型提出的钛合金薄片弯曲模,包括上模组件和下模组件,所述上模组件包括:
3、上模座;
4、上凸模,所述上凸模设于所述上模座的中部;
5、卸料板,所述卸料板可上下滑动地设于所述上凸模的外侧,所述卸料板在临近所述上凸模的位置设有多个凸台;
6、弹簧,所述弹簧有多个且设于所述卸料板与所述上模座之间,所述弹簧推动所述卸料板,使得多个所述凸台低于所述上凸模;
7、所述下模组件包括:
8、下模座;
9、下凸模,所述下凸模设于所述下模座的中部;
10、凹模板,所述凹模板设于所述下模座且位于所述下凸模的外侧,所述凹模板在临近所述下凸模的位置设有多个凹槽,多个所述凹槽与多个所述凸台为一一对应关系。
11、可选地,所述上模座包括相连接的上模板和固定板组件,所述固定板组件设有多个放置槽,所述上凸模设于所述固定板组件的中部位置,所述卸料板与所述固定板组件上下滑动配合,多个所述弹簧分别置于多个所述放置槽,所述弹簧的一端与所述上模板抵接,所述弹簧的另一端与所述卸料板抵接,螺纹紧固件穿过所述上模板和所述弹簧且与所述卸料板连接。
12、可选地,所述放置槽有六个,以单侧三个的方式设于所述上凸模的相对两侧。
13、可选地,所述固定板组件设有滑动杆,所述卸料板通过所述滑动杆实现上下滑动配合。
14、可选地,所述下模组件还包括多个定位钉,多个定位钉可滑动地设于所述下模座,且位于所述下凸模的外侧,多个所述定位钉与钛合金薄片的外侧面抵接以实现限位。
15、可选地,所述凸台的高度为0.15mm,所述凹槽的深度为0.15mm。
16、可选地,多个所述凸台围绕于所述上凸模的四周。
17、可选地,所述凸台的形状为圆形或者直边椭圆形,所述凹槽的形状与所述凸台的形状相适应。
18、可选地,所述上模组件和所述下模组件之间通过导向杆和轴承实现上下滑动配合。
19、可选地,所述上模组件和所述下模组件分别设有吊环。
20、本实用新型技术方案包括上模组件和下模组件,上模组件的可上下滑动的卸料板设有多个凸台,下模组件的对应位置设有多个凹槽,多个凸台在弹簧的推动下凸出于上凸模,由于采用了冲压过程中凸台比上凸模先接触产品进而实现钛合金薄片固定的技术手段,所以,有效解决了现有技术中材料较薄存在容易撕裂以及厚度不均的技术问题,进而实现了减少撕裂且提高产品质量的技术效果。
技术特征:
1.一种钛合金薄片弯曲模,包括上模组件和下模组件,其特征在于,
2.如权利要求1所述的钛合金薄片弯曲模,其特征在于,所述上模座包括相连接的上模板和固定板组件,所述固定板组件设有多个放置槽,所述上凸模设于所述固定板组件的中部位置,所述卸料板与所述固定板组件上下滑动配合,多个所述弹簧分别置于多个所述放置槽,所述弹簧的一端与所述上模板抵接,所述弹簧的另一端与所述卸料板抵接,螺纹紧固件穿过所述上模板和所述弹簧且与所述卸料板连接。
3.如权利要求2所述的钛合金薄片弯曲模,其特征在于,所述放置槽有六个,以单侧三个的方式设于所述上凸模的相对两侧。
4.如权利要求2所述的钛合金薄片弯曲模,其特征在于,所述固定板组件设有滑动杆,所述卸料板通过所述滑动杆实现上下滑动配合。
5.如权利要求1所述的钛合金薄片弯曲模,其特征在于,所述下模组件还包括多个定位钉,多个定位钉可滑动地设于所述下模座,且位于所述下凸模的外侧,多个所述定位钉与钛合金薄片的外侧面抵接以实现限位。
6.如权利要求1所述的钛合金薄片弯曲模,其特征在于,所述凸台的高度为0.15mm,所述凹槽的深度为0.15mm。
7.如权利要求1所述的钛合金薄片弯曲模,其特征在于,多个所述凸台围绕于所述上凸模的四周。
8.如权利要求1所述的钛合金薄片弯曲模,其特征在于,所述凸台的形状为圆形或者直边椭圆形,所述凹槽的形状与所述凸台的形状相适应。
9.如权利要求1至8任一项所述的钛合金薄片弯曲模,其特征在于,所述上模组件和所述下模组件之间通过导向杆和轴承实现上下滑动配合。
10.如权利要求1至8任一项所述的钛合金薄片弯曲模,其特征在于,所述上模组件和所述下模组件分别设有吊环。
技术总结
本技术公开一种钛合金薄片弯曲模,涉及冲压模具技术领域,所述上模组件包括:上模座;上凸模,所述上凸模设于所述上模座的中部;卸料板,所述卸料板可上下滑动地设于所述上凸模的外侧,所述卸料板在临近所述上凸模的位置设有多个凸台;弹簧,所述弹簧有多个且设于所述卸料板与所述上模座之间,所述弹簧推动所述卸料板,使得多个所述凸台低于所述上凸模;所述下模组件包括:下模座;下凸模,所述下凸模设于所述下模座的中部;凹模板,所述凹模板设于所述下模座且位于所述下凸模的外侧,所述凹模板在临近所述下凸模的位置设有多个凹槽,多个所述凹槽与多个所述凸台为一一对应关系。该钛合金薄片弯曲模减少撕裂且提高产品质量。
技术研发人员:李志辉,梁培武
受保护的技术使用者:佛山市诺迪精密模具有限公司
技术研发日:20230629
技术公布日:2024/1/25
- 还没有人留言评论。精彩留言会获得点赞!