散热片冲压成型加工工装的制作方法
本技术涉及散热片加工,尤其涉及散热片冲压成型加工工装。
背景技术:
1、在计算机或是汽车部件用电子产品领域,为提高数据处理效率,常常采用高性能的半导体元件或机械部件,这些元件生成的局部发热被称为热斑,热斑的存在会发热从而导致元件等的损坏,因此为了消除热斑,现有技术通常采用导热率高的金属片或是石墨片制作成散热片,来对元件等的发热进行有效的散热。现有技术为了提高该类散热片的生产效率,往往采用连续模的形式将符合工艺要求的散热片冲压出来,基本工艺流程大致分为落料、冲压、折弯、裁切等工序。经检索:授权公布号为cn215544248u的散热片冲压成型加工工装,底架的顶面中部固定连接有下模体,下模体的两侧设置有固定架,固定架的顶部固定连接有吸盘,吸盘的底部固定连接有分气块,分气块的底部固定连接有支气管,支气管的底部连通有主气管,固定架的一侧设置有竖板,竖板的一侧侧壁上部焊接有横板,横板的一侧转动连接有导向轮,底架的顶面后侧焊接有支撑架,支撑架的上部固定连接有液压杆。
2、然而上述中的散热片冲压成型加工工装还存在有不足之处,在冲压时铝板会因冲压位置发生形变而向内侧运动,上述中在冲压时通过吸盘吸住铝板,将会导致铝板无法相应的运动,进而导致无法正常的冲压作业,且吸盘没有与铝板接触,仅仅通过向上的吹气把重量较大且受到卡合力较大的铝板给吹出,将会出现吹不动的情况,因此我们提出了散热片冲压成型加工工装用于解决上述问题。
技术实现思路
1、本实用新型的目的是为了解决上述中的缺点,而提出的散热片冲压成型加工工装。
2、为了实现上述目的,本实用新型采用了如下技术方案:
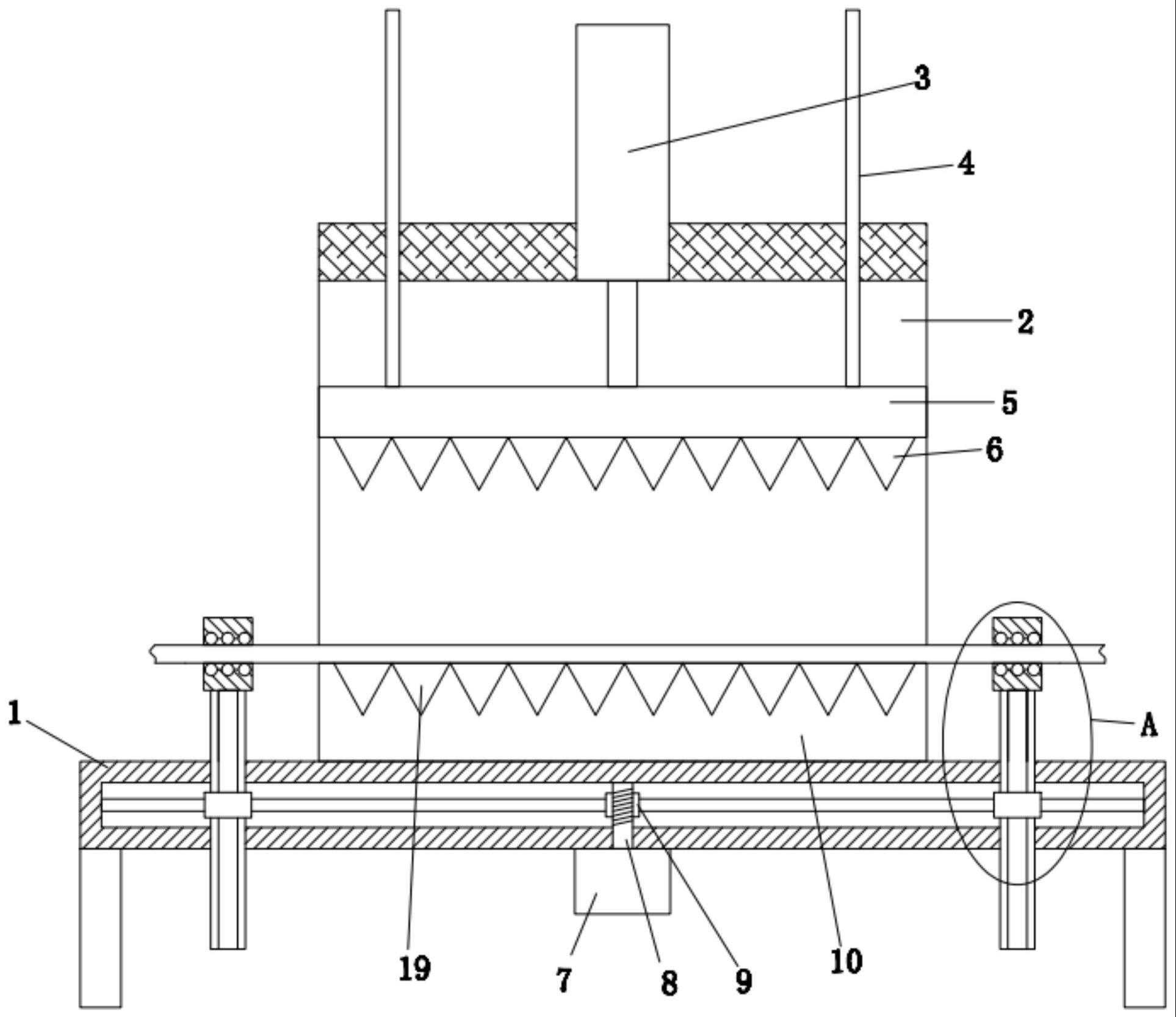
3、散热片冲压成型加工工装,包括底座和两个限位组件,所述底座与两个限位组件之间设置有顶升脱模组件,所述底座的顶部固定连接有下模,所述下模的顶部开设有成型槽,所述底座的顶部后侧固定连接有安装架,所述安装架上设置有冲压成型组件。
4、优选的,所述限位组件包括定位板,所述定位板的一侧开设有限位口,所述限位口的顶部内壁上与底部内壁上均转动连接有多个圆珠。
5、优选的,所述顶升脱模组件包括固定连接在底座底部的驱动电机、转动连接在底座两侧内壁上的横轴与固定连接在定位板底部的移动板,两个移动板的前侧均固定连接有齿条,所述驱动电机的输出轴上固定连接有蜗杆,所述横轴的外侧固定套设有一个传动蜗轮与两个齿轮,所述蜗杆与传动蜗轮相啮合,两个齿轮分别与对应的齿条相啮合。
6、优选的,所述底座的顶部与底部均开设有两个导向口,两个移动板分别滑动套设在对应的导向口内。
7、优选的,所述冲压成型组件包括固定连接在安装架顶部的气缸,所述气缸的输出轴上固定连接有安装板,所述安装板的底部固定连接有多个冲压刀。
8、优选的,所述安装架的顶部开设有两个通孔,两个通孔内均滑动套设有导向杆,两个导向杆均固定连接在安装板的顶部。
9、优选的,所述底座的底部固定连接有四个支撑腿。
10、本实用新型中,所述的散热片冲压成型加工工装,通过定位板、限位口与圆珠的设置,不仅可对铝板的前后上下侧进行限位,避免发生偏移而影响冲压的质量,同时在冲压时,可减小铝板向内侧运动时的摩擦力,使其移动更加平稳顺畅;
11、本实用新型中,所述的散热片冲压成型加工工装,通过成型槽、下模、冲压刀、安装板与气缸的设置,方便对铝板进行冲压成型为散热片,通过驱动电机、蜗杆、传动蜗轮、横轴、齿轮、齿条、移动板与定位板的设置,驱动了定位板的上移,进而可把成型后的铝板顶起脱离成型槽,进而可快速的完成脱模环节,不会出现吹不动的情况;
12、本实用新型结构设计合理,不仅可对铝板的前后上下侧进行限位,避免发生偏移而影响冲压的质量,同时在冲压时,可减小铝板向内侧运动时的摩擦力,使其移动更加平稳顺畅,在脱模时,可把成型后的铝板顶起脱离成型槽,进而可快速高效的完成脱模环节,不会出现吹不动的情况。
技术特征:
1.散热片冲压成型加工工装,其特征在于,包括底座(1)和两个限位组件,所述底座(1)与两个限位组件之间设置有顶升脱模组件,所述底座(1)的顶部固定连接有下模(10),所述下模(10)的顶部开设有成型槽(19),所述底座(1)的顶部后侧固定连接有安装架(2),所述安装架(2)上设置有冲压成型组件。
2.根据权利要求1所述的散热片冲压成型加工工装,其特征在于,所述限位组件包括定位板(11),所述定位板(11)的一侧开设有限位口(12),所述限位口(12)的顶部内壁上与底部内壁上均转动连接有多个圆珠(13)。
3.根据权利要求2所述的散热片冲压成型加工工装,其特征在于,所述顶升脱模组件包括固定连接在底座(1)底部的驱动电机(7)、转动连接在底座(1)两侧内壁上的横轴(16)与固定连接在定位板(11)底部的移动板(14),两个移动板(14)的前侧均固定连接有齿条(15),所述驱动电机(7)的输出轴上固定连接有蜗杆(8),所述横轴(16)的外侧固定套设有一个传动蜗轮(9)与两个齿轮(17),所述蜗杆(8)与传动蜗轮(9)相啮合,两个齿轮(17)分别与对应的齿条(15)相啮合。
4.根据权利要求3所述的散热片冲压成型加工工装,其特征在于,所述底座(1)的顶部与底部均开设有两个导向口(18),两个移动板(14)分别滑动套设在对应的导向口(18)内。
5.根据权利要求1所述的散热片冲压成型加工工装,其特征在于,所述冲压成型组件包括固定连接在安装架(2)顶部的气缸(3),所述气缸(3)的输出轴上固定连接有安装板(5),所述安装板(5)的底部固定连接有多个冲压刀(6)。
6.根据权利要求5所述的散热片冲压成型加工工装,其特征在于,所述安
7.根据权利要求1所述的散热片冲压成型加工工装,其特征在于,所述底座(1)的底部固定连接有四个支撑腿。
技术总结
本技术属于散热片加工技术领域,尤其为散热片冲压成型加工工装,包括底座和两个限位组件,所述底座与两个限位组件之间设置有顶升脱模组件,所述底座的顶部固定连接有下模,所述下模的顶部开设有成型槽,所述底座的顶部后侧固定连接有安装架,所述安装架上设置有冲压成型组件,所述限位组件包括定位板,所述定位板的一侧开设有限位口。本技术结构设计合理,不仅可对铝板的前后上下侧进行限位,避免发生偏移而影响冲压的质量,同时在冲压时,可减小铝板向内侧运动时的摩擦力,使其移动更加平稳顺畅,在脱模时,可把成型后的铝板顶起脱离成型槽,进而可快速高效的完成脱模环节,不会出现吹不动的情况。
技术研发人员:陈俊,李莹莹,张静
受保护的技术使用者:华鑫泰电子(南通)有限公司
技术研发日:20230629
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!