一种金属片自动焊接装置的制作方法
本技术涉及焊接装置的,尤其是一种金属片自动焊接装置。
背景技术:
1、随着社会的不断发展,机械加工行业得到了快速的发展。在机械加工过程中,焊接时重要的加工工序。目前焊接的产品种类繁多,金属片的焊接是重要的组成部分。传统的金属片焊接都是先通过特定的装夹模具进行装夹固定,然后通过人为手动焊接操作,在实际焊接过程中,其焊接的质量只能通过人为经验和装夹模具来保障,这样的操作不仅会耗费很大的人力和时间,整体焊接效率不高,而且整体的焊接质量也无法保障,给人们的实际生产加工带来了很大的不便。
技术实现思路
1、本实用新型要解决的技术问题是:为了解决上述背景技术中存在的问题,提供的是一种金属片自动焊接装置,采用机械化完全替代焊接模具和人为焊接操作,可显著的提高整体焊接质量和焊接效率,便于广泛推广和使用。
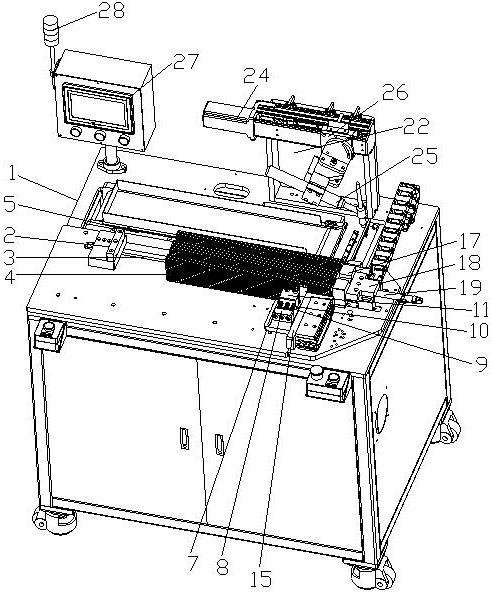
2、本实用新型解决其技术问题所采用的技术方案是:一种金属片自动焊接装置,具有工作平台,所述的工作平台上水平设置进料组件,所述的进料组件的一端垂直安装送料组件,所述的送料组件的一端设置焊接组件,所述的焊接组件设置在送料组件上部,所述的进料组件的一侧水平设置出料组件。
3、进一步地限定,上述技术方案中,所述的进料组件包括进料推板、进料槽、金属片、限位壁和进料气缸;所述的进料气缸水平安装在工作平台下端,所述的进料气缸的伸缩端连接进料推板,所述的进料推板一侧堆放金属片,所述的金属片的一侧与限位壁接触,所述的限位壁水平且凸出设置在工作平台上。
4、进一步地限定,上述技术方案中,所述的送料组件一侧还设置引导组件,所述的引导组件包括安装座、固定座、推杆、弹簧、顶块和引导轮;所述的安装座固定在工作平台上,所述的安装座上开设腰型槽孔,所述的固定座安装在腰形槽孔内,所述的固定座上水平安装若干推杆,所述的推杆的端部安装顶块,所述的顶块上相对金属片一侧安装若干引导轮。
5、进一步地限定,上述技术方案中,所述的送料组件包括第一平移丝杆、第一夹紧块、第二夹紧块、可变定位块、固定定位块、出料推杆、推料块和第一丝杆电机;所述的第一丝杆电机垂直安装在工作平台下端,所述的第一丝杆电机的输出端连接第一平移丝杆,所述的第一平移丝杆的上端间隔安装第一夹紧块和第二夹紧块,所述的第一夹紧块和第二夹紧块之间安装可变定位块,所述的可变定位块的一侧安装固定定位块,所述的固定定位块一侧安装出料推杆,所述的出料推杆的伸缩端连接推料块。
6、进一步地限定,上述技术方案中,所述的第一夹紧块呈l形结构,所述的第一夹紧块的短边与金属片接触,所述的第一夹紧块的短边与第二夹紧块的夹紧侧对齐。
7、进一步地限定,上述技术方案中,所述的焊接组件包括基座、第二丝杆、第二丝杆电机、焊接头、焊接座和焊接点位调节机构;所述的基座垂直安装在工作平台上,所述的第二丝杆电机水平安装在基座上端,所述的第二丝杆电机的输出端连接第二丝杆,所述的第二丝杆上安装焊接座,所述的焊接座上设置焊接点位调节机构,所述的焊接点位调节机构上安装焊接头。
8、进一步地限定,上述技术方案中,所述的工作平台一角还设置控制面板,所述的控制面板的上端安装工作指示灯。
9、本实用新型的有益效果是:本实用新型提出的一种金属片自动焊接装置,采用机械化完全替代焊接模具和人为焊接操作,可显著的提高整体焊接质量和焊接效率,便于广泛推广和使用。
技术特征:
1.一种金属片自动焊接装置,其特征在于:具有工作平台,所述的工作平台上水平设置进料组件,所述的进料组件的一端垂直安装送料组件,所述的送料组件的一端设置焊接组件,所述的焊接组件设置在送料组件上部,所述的进料组件的一侧水平设置出料组件。
2.根据权利要求1所述的一种金属片自动焊接装置,其特征在于:所述的进料组件包括进料推板、进料槽、金属片、限位壁和进料气缸;所述的进料气缸水平安装在工作平台下端,所述的进料气缸的伸缩端连接进料推板,所述的进料推板一侧堆放金属片,所述的金属片的一侧与限位壁接触,所述的限位壁水平且凸出设置在工作平台上。
3.根据权利要求1所述的一种金属片自动焊接装置,其特征在于:所述的送料组件一侧还设置引导组件,所述的引导组件包括安装座、固定座、推杆、弹簧、顶块和引导轮;所述的安装座固定在工作平台上,所述的安装座上开设腰型槽孔,所述的固定座安装在腰形槽孔内,所述的固定座上水平安装若干推杆,所述的推杆的端部安装顶块,所述的顶块上相对金属片一侧安装若干引导轮。
4.根据权利要求1所述的一种金属片自动焊接装置,其特征在于:所述的送料组件包括第一平移丝杆、第一夹紧块、第二夹紧块、可变定位块、固定定位块、出料推杆、推料块和第一丝杆电机;所述的第一丝杆电机垂直安装在工作平台下端,所述的第一丝杆电机的输出端连接第一平移丝杆,所述的第一平移丝杆的上端间隔安装第一夹紧块和第二夹紧块,所述的第一夹紧块和第二夹紧块之间安装可变定位块,所述的可变定位块的一侧安装固定定位块,所述的固定定位块一侧安装出料推杆,所述的出料推杆的伸缩端连接推料块。
5.根据权利要求4所述的一种金属片自动焊接装置,其特征在于:所述的第一夹紧块呈l形结构,所述的第一夹紧块的短边与金属片接触,所述的第一夹紧块的短边与第二夹紧块的夹紧侧对齐。
6.根据权利要求1所述的一种金属片自动焊接装置,其特征在于:所述的焊接组件包括基座、第二丝杆、第二丝杆电机、焊接头、焊接座和焊接点位调节机构;所述的基座垂直安装在工作平台上,所述的第二丝杆电机水平安装在基座上端,所述的第二丝杆电机的输出端连接第二丝杆,所述的第二丝杆上安装焊接座,所述的焊接座上设置焊接点位调节机构,所述的焊接点位调节机构上安装焊接头。
7.根据权利要求1所述的一种金属片自动焊接装置,其特征在于:所述的工作平台一角还设置控制面板,所述的控制面板的上端安装工作指示灯。
技术总结
本技术涉及焊接装置的技术领域,尤其是一种金属片自动焊接装置,其具有工作平台,所述的工作平台上水平设置进料组件,所述的进料组件的一端垂直安装送料组件,所述的送料组件的一端设置焊接组件,所述的焊接组件设置在送料组件上部,所述的进料组件的一侧水平设置出料组件。该金属片自动焊接装置,采用机械化完全替代焊接模具和人为焊接操作,可显著的提高整体焊接质量和焊接效率,便于广泛推广和使用。
技术研发人员:徐元春,贺陈
受保护的技术使用者:达尼思(浙江)自动化设备有限公司
技术研发日:20230629
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!