一种偏心球阀阀芯工装的制作方法
本技术涉及工装夹具,具体涉及一种偏心球阀阀芯工装。
背景技术:
1、对于一类球阀阀芯结构,其包括一个球冠结构,该球冠结构底部平面上设有两个支耳,两支耳上均设有同轴的阀杆孔,现有技术中,通常是采用车床对阀芯球冠进行磨削加工,在磨削加工前需要在车床上装夹球阀阀芯,现有技术中,先将球阀阀芯装夹在夹具上,再将该夹具装夹于车床上的四爪卡盘上;该夹具以球阀阀芯的阀杆孔为定位基准进行装夹,阀杆孔中心轴与待加工球冠中心轴有偏心量,该夹具没有补偿该偏心量,使得其装夹球阀阀芯后的整体结构为偏心零件,故装夹于四爪卡盘,装夹时需花较多时间调试对中,生产效率较低。
技术实现思路
1、本实用新型的目的在于:针对现有技术中球阀阀芯的夹具装夹于车床的四爪卡盘上,调试对中比较费时,生产效率较低的问题,提供一种偏心球阀阀芯工装。
2、为了实现上述目的,本实用新型采用的技术方案为:
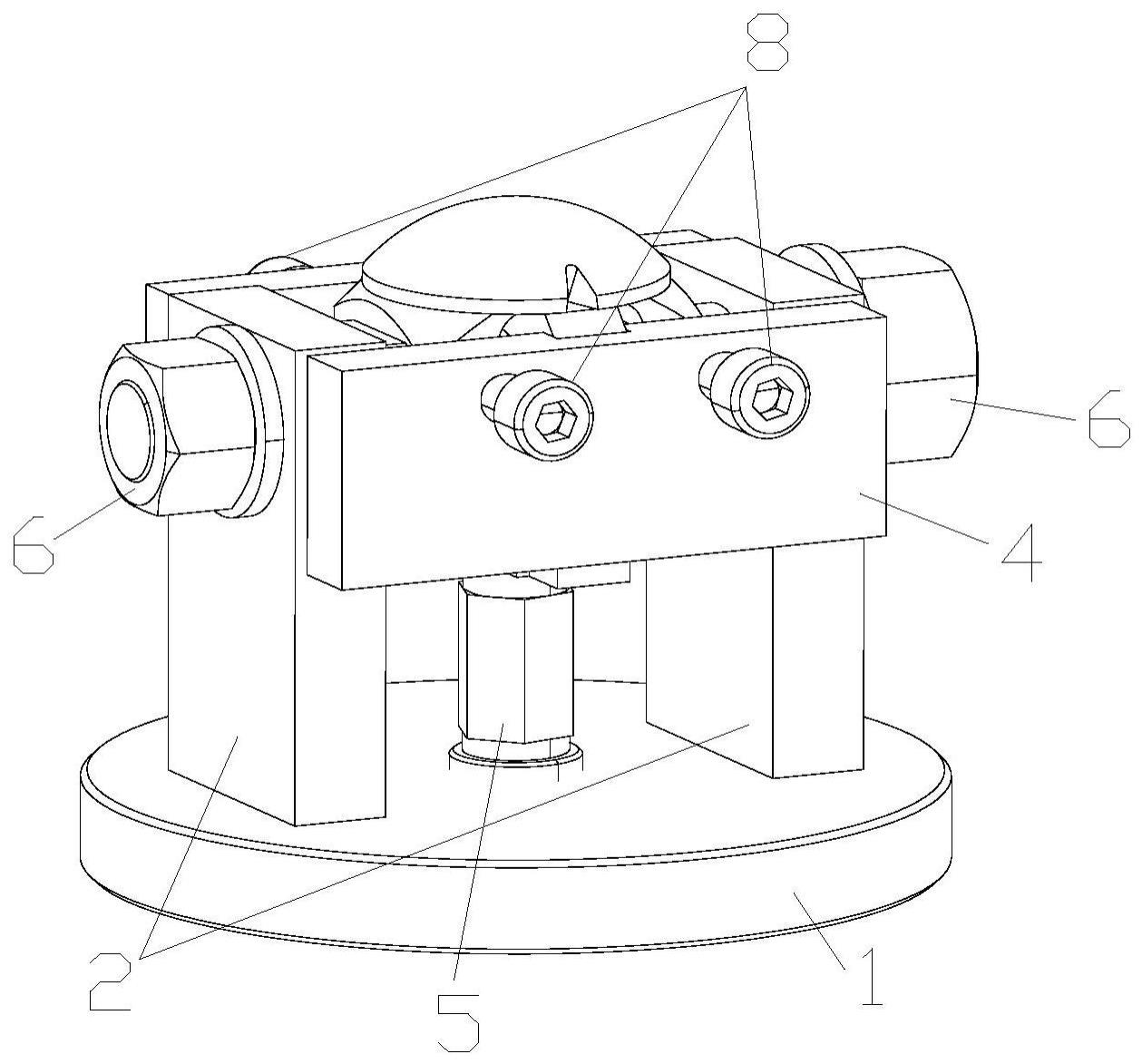
3、一种偏心球阀阀芯工装,包括圆底板和定位杆,所述圆底板顶面上位于中心轴两侧设有相对的两块立板,两块立板上均设有一定位孔,两定位孔同轴,用于安装所述定位杆;所述定位杆的两端均设有外螺纹及与之配合的螺母,中部侧面上设有一限位凸环;所述圆底板顶面中部设有一顶起机构,所述顶起机构的顶起面与所述圆底板顶面平行;所述定位杆的中心轴与所述圆底板的中心轴垂直但不相交;在阀芯安装状态下,其球冠中心轴与所述圆底板中心轴同轴。
4、采用前述技术方案的本实用新型,在对待加工球阀阀芯工件进行装夹时,先将工件置于两块立板之间,定位杆从一定位孔穿入,穿过阀芯支耳上的两个阀杆孔后再从另一定位孔伸出,再将定位杆的两端通过螺母锁紧在立板上,此时定位杆上的限位凸环可将其中一个支耳压紧在一块立板的内侧面上,从而实现对试件的轴向定位,之后,顶起机构向上顶起,其顶起面可将工件球冠的底部平面矫正至平行于圆底板顶面,可有效防止工件在定位杆上转动,实现周向定位;如此,便实现了对试件的夹紧;并且,定位杆的中心轴与圆底板的中心轴设置为不相交,两者之间的间距用于补偿工件阀杆孔中心轴与球冠中心轴的偏心量,同时,通过预设立板的位置以对工件在定位杆轴向上精确定位,即可实现装夹后的工件的球冠中心轴与圆底板中心轴同轴,相比于现有技术中球阀阀芯的夹具装夹于车床的四爪卡盘上,调试对中比较费时,生产效率较低的问题,本实用新型可稳固装夹待加工球阀阀芯工件,且装夹后工件的球冠中心轴与圆底板中心轴共线,故可将夹持有工件的本夹具直接装夹于车床上的三爪卡盘上,不需要再调试对中,节省时间,提高生产效率。
5、进一步的,两块所述立板之间连接有两块平行的侧板,两块所述侧板均与所述圆底板垂直,且分别位于所述定位杆两侧;所述侧板上设有垂直贯穿所述侧板的锁紧螺栓;通过锁紧螺栓压紧球阀阀芯的支耳结构的外侧面,可将球阀阀芯夹持得更加稳固。
6、进一步的,每块所述侧板上均设有两个所述锁紧螺栓,且两者分别位于所述顶起机构的两侧;两者分别用于锁紧球阀阀芯的两个支耳结构,进一步确保夹持稳固。
7、进一步的,所述顶起机构包括垂直固设于所述圆底板中心的螺杆、套设于所述螺杆上的调节螺母以及连接于调节螺母顶部的“口”字形顶块,所述调节螺母顶部设有依次连接的连接柱和连接帽,所述顶块底部横梁上设有连接柱的过孔,所述底部横梁嵌装于所述调节螺母和连接帽之间,两块所述侧板内侧面上均设有卡槽,所述顶块的两个纵梁分别嵌装于两个所述卡槽内;将顶起机构设置为上述结构,当需要实现顶起功能时,可转动调节螺母,调节螺母在螺杆螺纹作用下旋转上升,推动顶块上升,由于顶块的纵梁被限位在卡槽内,故顶块向上平动,不会旋转,直至顶块顶部横梁与阀芯球冠底部平面紧贴,完成顶起功能;将顶块设计为“口”字形中空结构,使得定位杆可以穿过,避免干涉;该顶起机构结构简单、设计巧妙,可有效实现阀芯的周向定位功能。
8、进一步的,其中一块所述立板的内侧面上设有一垫块,所述垫块上开设有一所述定位杆的过孔,所述过孔与所述定位孔连通;通过设置垫块来调节阀芯在定位轴上的轴向位置,保证其球冠的中心轴与圆底板的中心轴同轴。
9、进一步的,还包括防护环,用于安装于球阀阀芯的一个支耳的阀杆孔的内侧端面上;通过设置防护环避免安装时限位凸环直接与阀杆孔端面接触,防止碰伤工件。
10、进一步的,所述螺母与所述立板之间设有垫圈;防止螺母与立板之间产生磨损。
11、本实用新型的有益效果为:可稳固装夹待加工球阀阀芯工件,且装夹后工件的球冠中心轴与圆底板中心轴共线,故可将夹持有工件的本夹具直接装夹于车床上的三爪卡盘上,不需要再调试对中,节省时间,提高生产效率。
技术特征:
1.一种偏心球阀阀芯工装,其特征在于:包括圆底板(1)和定位杆(3),所述圆底板(1)顶面上位于中心轴两侧设有相对的两块立板(2),两块立板(2)上均设有一定位孔,两定位孔同轴,用于安装所述定位杆(3);所述定位杆(3)的两端均设有外螺纹及与之配合的螺母(6),中部侧面上设有一限位凸环(7);所述圆底板(1)顶面中部设有一顶起机构(5),所述顶起机构(5)的顶起面与所述圆底板(1)顶面平行;所述定位杆(3)的中心轴与所述圆底板(1)的中心轴垂直但不相交;在阀芯安装状态下,其球冠中心轴与所述圆底板(1)中心轴同轴。
2.根据权利要求1所述的偏心球阀阀芯工装,其特征在于:两块所述立板(2)之间连接有两块平行的侧板(4),两块所述侧板(4)均与所述圆底板(1)垂直,且分别位于所述定位杆(3)两侧;所述侧板(4)上设有垂直贯穿的锁紧螺栓(8)。
3.根据权利要求2所述的偏心球阀阀芯工装,其特征在于:每块所述侧板(4)上均设有两个所述锁紧螺栓(8),且两者分别位于所述顶起机构(5)的两侧。
4.根据权利要求2所述的偏心球阀阀芯工装,其特征在于:所述顶起机构(5)包括垂直固设于所述圆底板(1)中心的螺杆(13)、套设于所述螺杆(13)上的调节螺母(12)以及连接于调节螺母(12)顶部的“口”字形顶块(11),所述调节螺母(12)顶部设有依次连接的连接柱(14)和连接帽(15),所述顶块(11)底部横梁上设有连接柱(14)的过孔(16),所述底部横梁嵌装于所述调节螺母(12)和连接帽(15)之间,两块所述侧板(4)内侧面上均设有卡槽,所述顶块(11)的两个纵梁分别嵌装于两个所述卡槽内。
5.根据权利要求1所述的偏心球阀阀芯工装,其特征在于:其中一块所述立板(2)的内侧面上设有一垫块(10),所述垫块(10)上开设有一所述定位杆(3)的过孔,所述过孔与所述定位孔连通。
6.根据权利要求1所述的偏心球阀阀芯工装,其特征在于:还包括防护环(9),用于安装于球阀阀芯的一个支耳(02)的阀杆孔的内侧端面上。
7.根据权利要求1所述的偏心球阀阀芯工装,其特征在于:所述螺母(6)与所述立板(2)之间设有垫圈(17)。
技术总结
本技术涉及一种偏心球阀阀芯工装,包括圆底板和定位杆,圆底板顶面上位于中心轴两侧设有相对的两块立板,两块立板上均设有一定位孔,两定位孔同轴,用于安装定位杆;定位杆的两端均设有外螺纹及与之配合的螺母,中部侧面上设有一限位凸环;圆底板顶面中部设有一顶起机构,顶起机构的顶起面与圆底板顶面平行;定位杆的中心轴与圆底板的中心轴垂直但不相交;在阀芯安装状态下,其球冠中心轴与圆底板中心轴同轴,相比于现有技术,本技术可稳固装夹待加工球阀阀芯工件,且装夹后工件的球冠中心轴与圆底板中心轴共线,故可将夹持有工件的本夹具直接装夹于车床上的三爪卡盘上,不需要再调试对中,节省时间,提高生产效率。
技术研发人员:罗振宇,庞雁,徐胜川,兰玖荣,王华连
受保护的技术使用者:重庆布莱迪仪器仪表有限公司
技术研发日:20230628
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!