砧子加热保温装置的制作方法
本技术涉及锻造领域,具体涉及砧子加热保温装置。
背景技术:
1、钛合金由于具有低密度、高比强、耐高温、抗腐蚀及无磁性等优异的综合性能,使其成为当代航空航天领域最具前途的金属结构材料之一。
2、钛合金熔炼后需要对钛合金进行锻造,通过锻造能够保证钛合金材料获得理想组织与性能。现目前的锻造方式为自由锻,锻造时,高温加热后的钛合金棒材放置在锻造机的上砧子和下砧子之间,钛合金棒材的锻造主要使用的是v型砧,通过上砧子对钛合金棒材的冲击挤压,使坯料产生变形而获得所需的几何形状及内部质量的锻件。
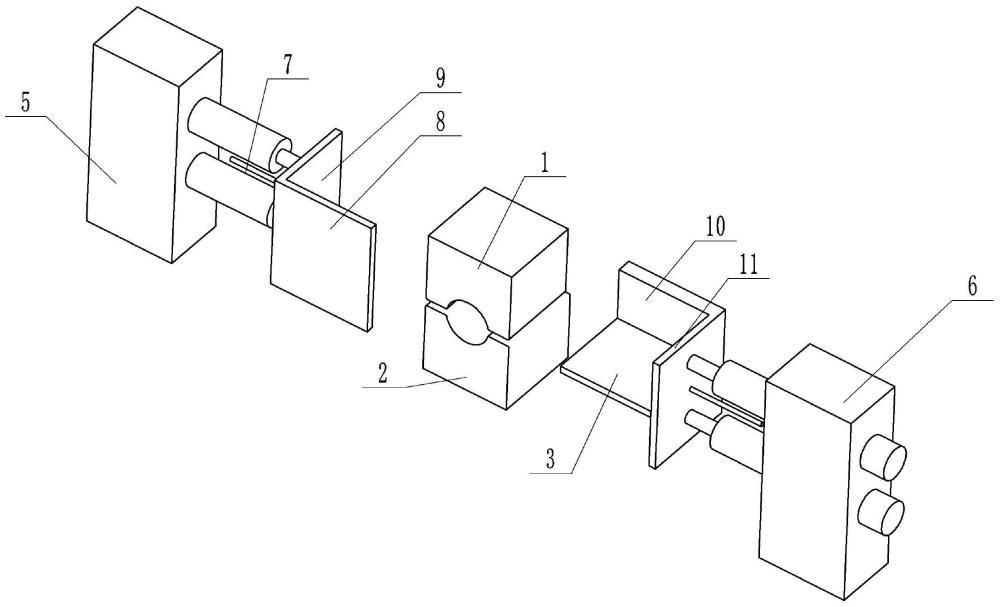
3、在对钛合金棒材进行锻造之前,结合图1所示,需要将加热板3放置在上砧子1和下砧子2之间,通过加热板3对上砧子1端部和下砧子2端部进行加热,使得上砧子1和下砧子2的温度升高,这样上砧子1和下砧子2再对具有一定温度的坯料进行冲击挤压时,砧子与坯料之间的温差不会太大,能够避免温差较大而使得坯料的表面降温速度比坯料的中心部位降温速度过快,避免了坯料表面和内部降温速度相差较大而造成的锻造件的不同部位的成分组织均匀程度、致密性不一致而影响材料性能的问题。
4、但是,现目前砧子加热方式是将加热板3放置在上砧子1和下砧子2之间,通过加热板3发热对上砧子1端部和下砧子2端部进行加热,采用这种方式,由于砧子体积大、内部为实心的结构,且砧子为v型砧,只有上砧子1的底部局部部位与加热板3接触、下砧子2的顶部局部部位与加热板3接触,加热板3与砧子的接触面积小,加热效率低,加热时间长(加热时间为十几小时),从而影响了锻造的整体的效率,并且加热板3在对砧子加热时,热量会向外散发辐射,从而造成了热量的浪费,也影响了砧子加热的效率。
5、另外,在日常锻造过程即便使用平砧进行锻造。但平砧与v型砧预热方式相同,也是将加热板放置在上砧子和下砧子之间,只是砧子与加热板接触面积相对v型砧多一些,但由于砧子体积大,只有砧子的端部与加热板接触,故总体加热效率也不高,加热效率有待提高。
技术实现思路
1、本实用新型意在提供砧子加热保温装置,以提高砧子的加热效率。
2、为达到上述目的,本实用新型采用如下技术方案:砧子加热保温装置,包括具有加热功能的多个加热部,加热部为板状(板状可以为平板或者弯折的板状),砧子加热时多个加热部竖直位于砧子的侧面,多个加热部拼成用于容纳砧子的空间。
3、本方案的原理及优点是:本方案中在对砧子进行加热时,将多个加热部竖向设置于砧子的侧面,多个加热部围绕在砧子的周围,通过加热部发热,从而实现了对砧子进行加热。砧子加热完毕后,将多个加热部进行拆除即可。
4、本方案对砧子进行加热时,砧子的四周侧面被多个加热部包围,相比现有技术中只是对砧子的端部进行加热,提高了砧子与加热部件的接触面积,能够提高加热的效率,减少加热的时间,从而提高了锻造的整体的效率。
5、另外,本方案中多个加热部对砧子进行包围,砧子被加热部包围的部位不易向空气散发热量,从而能够减少砧子受热后向空气中散热,有利于减少热量的散发,进而有利于提高砧子加热的效率。
6、优选的,作为一种改进,加热部的数量为两个,两个加热部分别为第一加热部和第二加热部,第一加热部包括相互连接的第一侧部和第二侧部,第二加热部包括相互连接的第三侧部和第四侧部;砧子加热时第一侧部和第三侧部相对,第二侧部和第四侧部相对。
7、由此,第一侧部和第二侧部相互连接,通过第一加热部能够实现对砧子的两侧进行加热,在砧子上安装第一加热部或者从砧子上拆除第一加热部时,第一侧部和第二侧部同时安装或者同时拆除,无需对第一侧部和第二侧部分别操作,操作简单方便。同理,第三侧部和第四侧部相互连接,通过第二加热部能够实现对砧子的另外两侧面进行加热,在砧子上安装第二加热部或者从砧子上拆除第二加热部时,第三侧部和第四侧部同时安装或者同时拆除,无需对第三侧部或者第四侧部分别操作,操作简单方便。
8、优选的,作为一种改进,还包括用于驱动第一加热部和第二加热部沿砧子的左、右方向移动的驱动机构,第一加热部和第二加热部相对设置。
9、由此,通过驱动机构驱动第一加热部和第二加热部移动,从而实现了第一加热部和第二加热部对砧子的包围接触和分离。需要对砧子进行加热时,使驱动机构驱动第一加热部和第二加热部相互靠近,第一加热部和第二加热部对砧子进行包围加热。加热完毕后,使驱动机构驱动第一加热部和第二加热部相互远离,砧子不再被第一加热部和第二加热部包围,此时砧子可对坯料进行冲击锻造。由于第一加热部和第二加热部分别位于砧子的左右两侧,因此第一加热部和第二加热部分离后位于砧子的左右两侧,第一加热部和第二加热部不会位于砧子的前、后两侧,从而不会影响阻碍坯料前、后移动进入到上砧子和下砧子之间。
10、本方案中第一加热部和第二加热部的移动均是通过驱动机构进行驱动,无需人工对第一加热部和第二加热部进行拼合和拆卸,无需人工拿持第一加热部和第二加热部,能够避免第一加热部和第二加热部温度较高而对工人的烫伤。
11、优选的,作为一种改进,驱动机构包括位于砧子左、右两侧的液压缸,一侧的液压缸的驱动杆和第一加热部固定连接,另一侧的液压缸的驱动杆和第二加热部固定连接。
12、由此,通过砧子左、右两侧液压缸的驱动杆的伸缩实现了第一加热部和第二加热部的移动。
13、优选的,作为一种改进,砧子的左、右外侧设有支撑座,液压缸安装位于支撑座上。支撑座用于对液压缸进行支撑。
14、优选的,作为一种改进,每侧的液压缸的数量为多个。加热部与多个液压缸的驱动杆连接,多个驱动杆能够对加热部提供一定的支撑力。
15、优选的,作为一种改进,液压缸替换为气缸或者电缸;
16、或者液压缸替换为电机、齿轮和齿条,电机的输出轴和齿轮固定连接,齿轮和齿条啮合,齿条用于带动第一加热部、第二加热部移动。
17、优选的,作为一种改进,加热部包括内层、中层和外层,中层位于外层和内层之间,中层为保温层,内层为加热层。由此,内层与砧子相贴,内层产生热量直接传递给砧子,保温层能够起到一定的保温作用,减少内层产生的热量向外层传递,一方面能够避免热量向外部散发损耗,另一方面能够减小外层的温度,避免外层的温度过高。
18、优选的,作为一种改进,内层设有腔室,内层中设有加热丝。
19、优选的,作为一种改进,中层设有腔室,中层中装有保温材料。
技术特征:
1.砧子加热保温装置,其特征在于:包括具有加热功能的多个加热部,所述加热部为板状,砧子加热时多个加热部竖直位于砧子的侧面,多个加热部拼成用于容纳砧子的空间;所述加热部包括内层、中层和外层,所述中层位于外层和内层之间,所述中层为保温层,所述内层为加热层,内层用于与砧子相贴;
2.根据权利要求1所述的砧子加热保温装置,其特征在于:所述第一加热部包括相互连接的第一侧部和第二侧部,所述第二加热部包括相互连接的第三侧部和第四侧部;砧子加热时所述第一侧部和第三侧部相对,第二侧部和第四侧部相对。
3.根据权利要求2所述的砧子加热保温装置,其特征在于:还包括用于驱动第一加热部和第二加热部沿砧子的左、右方向移动的驱动机构,所述第一加热部和第二加热部相对设置。
4.根据权利要求3所述的砧子加热保温装置,其特征在于:所述驱动机构包括位于砧子左、右两侧的液压缸,一侧的液压缸的驱动杆和第一加热部固定连接,另一侧的液压缸的驱动杆和第二加热部固定连接。
5.根据权利要求4所述的砧子加热保温装置,其特征在于:所述砧子的左、右外侧设有支撑座,所述液压缸安装位于支撑座上。
6.根据权利要求4所述的砧子加热保温装置,其特征在于:每侧的液压缸的数量为多个。
7.根据权利要求4-6任一所述的砧子加热保温装置,其特征在于:所述液压缸替换为气缸或者电缸;
8.根据权利要求1所述的砧子加热保温装置,其特征在于:所述内层设有腔室,内层中设有加热丝。
9.根据权利要求1所述的砧子加热保温装置,其特征在于:所述中层设有腔室,中层中装有保温材料。
技术总结
本技术涉及锻造领域,具体涉及砧子加热保温装置,包括具有加热功能的多个加热部,加热部为板状,砧子加热时多个加热部竖直位于砧子的侧面,多个加热部拼成用于容纳砧子的空间。本方案提高了砧子的加热效率。
技术研发人员:杨延华,张义江,刘衍发
受保护的技术使用者:重庆金世利航空材料有限公司
技术研发日:20230630
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!