一种拉延件的激光切割定位装置的制作方法
本技术涉及热成型生产工艺装备,具体涉及一种拉延件的激光切割定位装置。
背景技术:
1、汽车的一些零件常采用热成型工艺制造,通过热成型工艺制造的零件具有超高强度,良好的尺寸精度,同时能够有效的减轻车身重量,提高汽车的燃油经济性。目前生产效率较高的热成型生产工艺通常采用辊底炉对零件的板料进行加热,然后再进行冲压成型,最后通过激光切割的方式分离产品与多余的废料,但是批量生产的热成型零件在分离工序上存在放置零件时,与工装夹具定位处不贴合,且目视确认不方便的情况。
技术实现思路
1、有鉴于此,面对现有技术的不足,本实用新型的目的在于提供一种拉延件的激光切割定位装置,可以实现目视能直接检验零件与工装夹具定位是否贴合,提升零件合格率和激光切割工作效率。
2、本申请旨在解决背景技术中的问题之一。
3、本实用新型所采用的技术方案为:为实现上述目的及其他相关目的,本实用新型提供一种拉延件的激光切割定位装置,用于热成型零件激光切割时,在工装夹具上快速定位,且能目视快速检验,提升激光切割的工作效率;
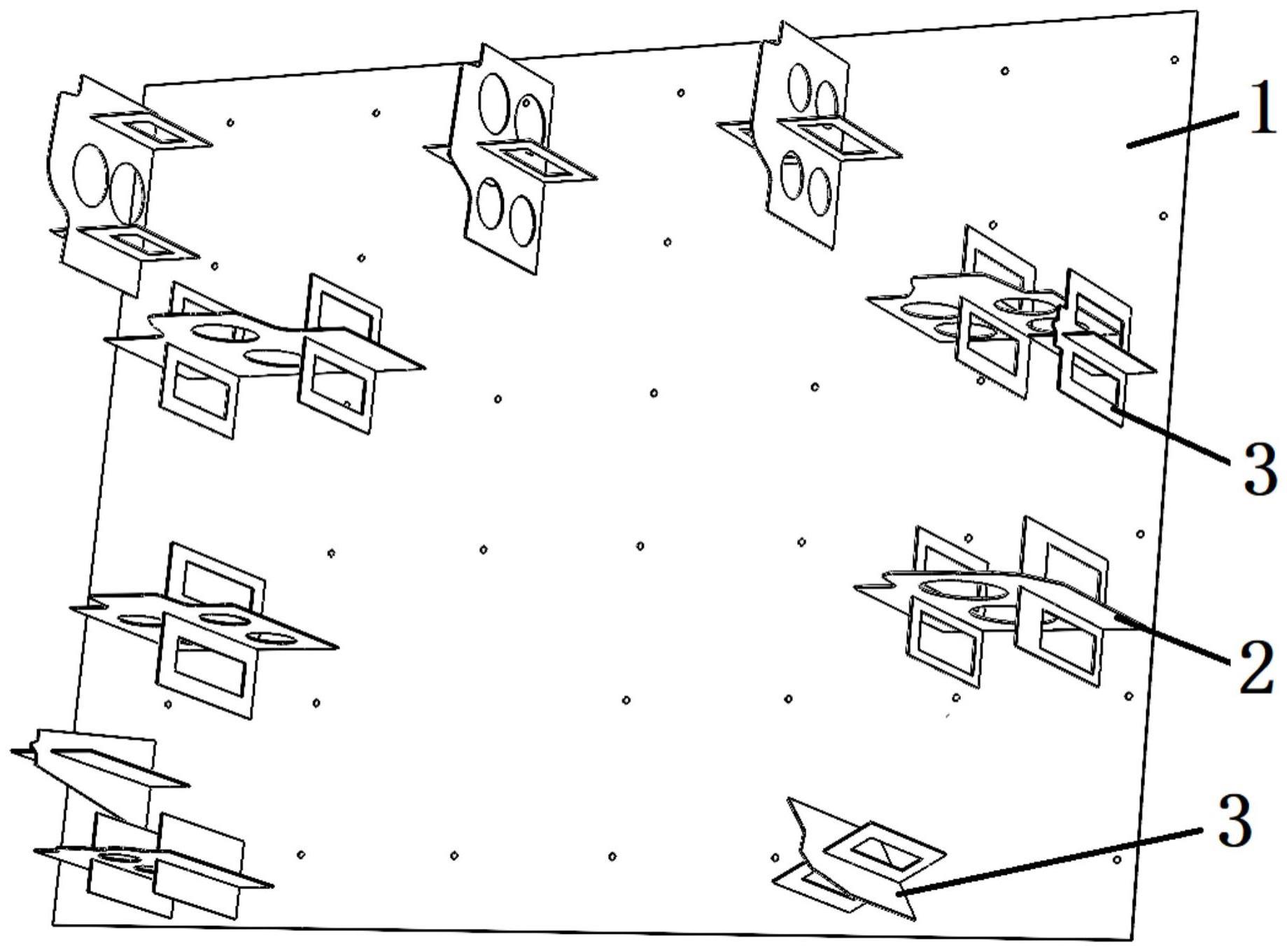
4、一种拉延件的激光切割定位装置,包括基座板,基座板上设置双支架板、单支架板,且双支架板、单支架板的上端面定位板,定位板的两侧设置定位面用于支撑工件;
5、双支架板、单支架板分布设置在基座板上,双支架板、单支架板上设置有减重槽;减重槽为圆形或四边形或椭圆形;
6、单支架板呈十字交叉型,单支架板包括两个垂直的板组成,且单支架板的下端连接基座板的面积大于单支架板支撑工件的工作面积;
7、双支架板呈双十字交叉型,双支架板包括一个主板及垂直主板的两个副板。
8、本申请提供的一种技术方案,还具有以下技术特征:
9、优选的,双支架板、单支架板和基座板之间焊接。
10、优选的,基座板上设置有安装槽,双支架板、单支架板插入基座板内的安装槽内固定。
11、优选的,双支架板、单支架板的其中一个主板用于支撑工件,另外一个副板用于支撑主板。
12、优选的,双支架板、单支架板分布支撑工件,并配合工件的设计定位形状。
13、一种拉延件的激光切割定位装置涉及的加工工艺如下,包括如下步骤:
14、s1、板料生产:根据计算机辅助的逆向工程得到的零件坯料进行落料生产、拼焊,得到a板料;
15、s2、加热:将a板料输送到加热炉中进行加热;
16、s3、冲压:将加热后的a板料输送到冲压台上冲压成型;
17、s4、切割:将冲压成型后的拉延件放置在激光切割工装上切割分离,分离出的本体部即为成品a零件。
18、优选的,s1步骤中,a板料,根据计算机辅助的逆向工程,预留成型激光切割定位的废料区域15mm-20mm。
19、优选的,s1步骤中,a板料预留成型激光切割定位的废料区域尽可能不影响材料利用率、不影响冲压成型性且定位板料长度方向。
20、优选的,s2步骤中,将得到的a板料沿加热台长度方向平移输送到加热炉中加热,a板料长度方向与加热炉长度方向相同。
21、优选的,s3步骤中,在冲压模具上成型出2处垂直于板料长度方向的一组激光切割定位形状。
22、优选的,s4步骤中,将冲压成型后的拉延件放置在激光切割工装夹具上,且定位形状处与工装夹具上的定位装置贴合,然后启动激光切割程序,分离主体零件和废料。
23、本实用新型具有以下有益效果:
24、本实用新型可以对部分零件排样,在不影响利用率的废料处成型定位造型,提升零件的材料利用率,在激光切割工序,可以目视拉延件与工装夹具的定位处型面是否贴合,提升零件边线和孔位的合格率,也有利于提升激光切割工序的生产效率。
技术特征:
1.一种拉延件的激光切割定位装置,包括基座板(1),其特征在于,基座板(1)上设置双支架板(2)、单支架板(3),且双支架板(2)、单支架板(3)的上端面定位板(5),定位板(5)的两侧设置定位面(6)用于支撑工件(4);
2.如权利要求1所述的一种拉延件的激光切割定位装置,其特征在于,双支架板(2)、单支架板(3)和基座板(1)之间焊接。
3.如权利要求1所述的一种拉延件的激光切割定位装置,其特征在于,基座板(1)上设置有安装槽,双支架板(2)、单支架板(3)插入基座板(1)内的安装槽内固定。
4.如权利要求1所述的一种拉延件的激光切割定位装置,其特征在于,双支架板(2)、单支架板(3)的其中一个主板用于支撑工件,另外一个副板用于支撑主板。
5.如权利要求1所述的一种拉延件的激光切割定位装置,其特征在于,双支架板(2)、单支架板(3)分布支撑工件(4),并配合工件(4)的设计定位形状。
技术总结
一种拉延件的激光切割定位装置,包括基座板,基座板上设置双支架板、单支架板,且双支架板、单支架板的上端面定位板,定位板的两侧设置定位面用于支撑工件;双支架板、单支架板分布设置在基座板上,双支架板、单支架板上设置有减重槽;减重槽为圆形或四边形或椭圆形;单支架板呈十字交叉型,单支架板包括两个垂直的板组成,且单支架板的下端连接基座板的面积大于单支架板支撑工件的工作面积;双支架板呈双十字交叉型,双支架板包括一个主板及垂直主板的两个副板。
技术研发人员:许泽高,吴迪,张晶,郭水军
受保护的技术使用者:赛科利(武汉)汽车模具技术应用有限公司
技术研发日:20230630
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!