一种极耳超声波焊头及焊接设备的制作方法
本技术涉及锂电池,尤其涉及一种极耳超声波焊头及焊接设备。
背景技术:
1、随着新能源市场的快速发展,动力锂离子电池的需求也越来越高;目前常见的动力锂离子电池结构可以分为圆柱、方形铝壳及软包三大类,其中方形铝壳电池市场占有率最高。其主要原因是方形铝壳电池作为一种高能量密度的电池,成本低于软包电芯,安全性要优于圆柱电芯,模组成组率更高且成组方式简单。
2、新能源汽车电池电芯极耳在生产过程中需要进行焊接,超声波焊接是利用高频振动波传递到两个需要焊接的物体表面,在加压的情况下,使两个物体表面相互摩擦而形成分子层之间的熔合,超声波焊接技术经常用于焊接二次电池的极耳。
3、而目前锂电池阴阳极极耳为铜箔及铝箔,铜铝箔具有一定的延展性,使用过程中超过其可承受的延展范围会导致材料破损,进而影响产品的性能。电池极耳与连接片在超声波焊接时,会对阴阳极极耳产生一定拉伸,如果超过其正常延展性会导致焊接后极耳破损。
技术实现思路
1、(一)要解决的技术问题
2、鉴于现有技术的上述缺点、不足,本实用新型提供一种极耳超声波焊头及焊接设备,其解决了当锂电池极耳与连接片在超声波焊接时,此时会对阴阳极极耳产生一定的拉伸,如果超过其正常延展性会导致焊接后极耳破损的技术问题。
3、(二)技术方案
4、为了达到上述目的,本实用新型第一方面提供了一种极耳超声波焊头。
5、本实用新型第二方面提供了一种焊接设备。
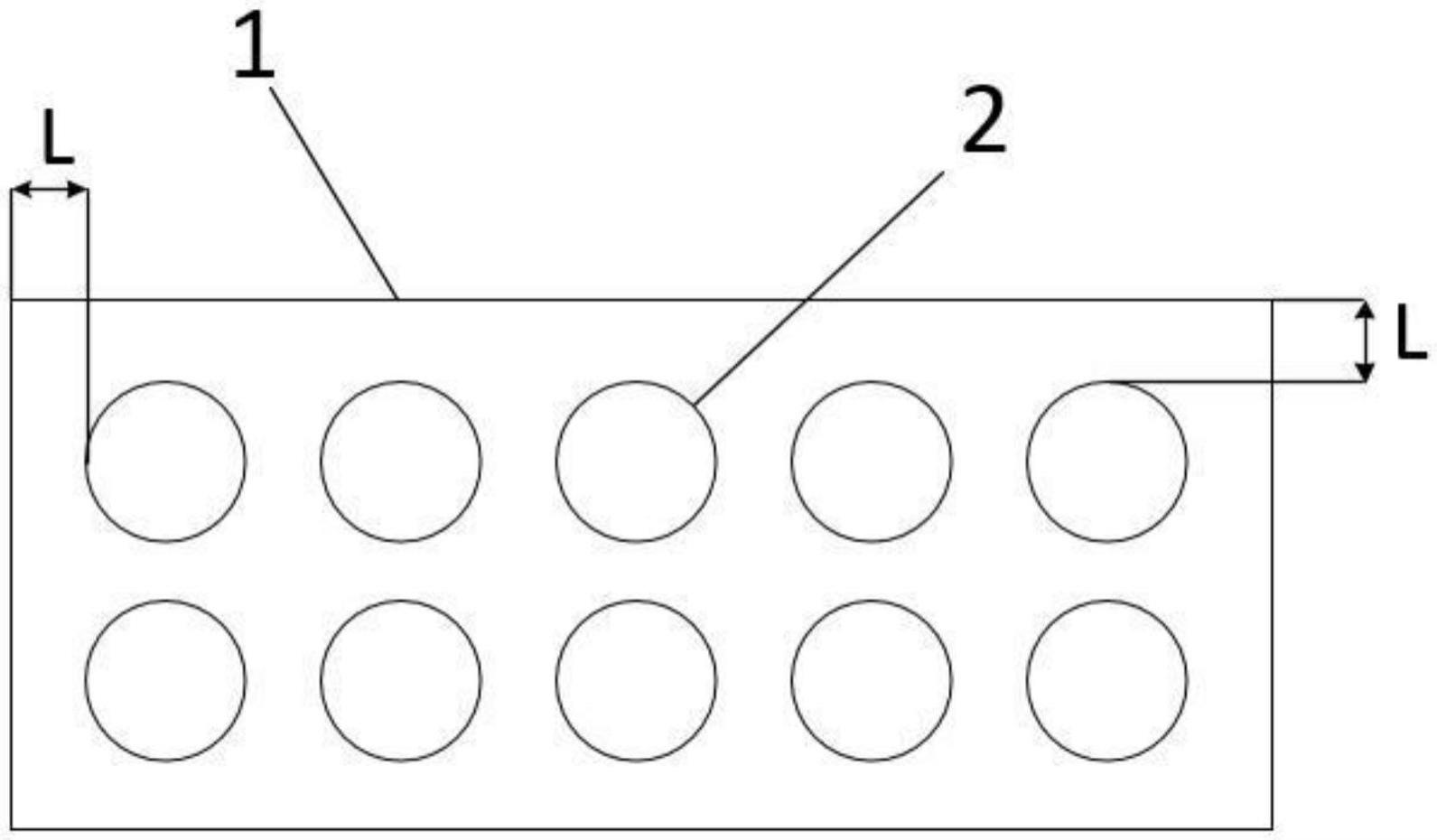
6、有鉴于此,根据本申请实施例的第一方面提出了一种极耳超声波焊头,包括焊头主体,所述焊头主体上设置有至少两个焊齿,其特征在于,相邻所述焊齿之间的第一间距满足以下要求:
7、x≤[(a+1)l-nm]/(n-1)
8、其中,x为最小第一间距,(a+1)l为所述焊头主体所对应的焊印位置的箔材总长度,a为箔材的最小延展率,l为所述焊头主体焊接区域的长度,n为所述焊齿的数量,m为所述焊齿的截面周长,(n-1)为第一间距的数量。
9、进一步,所述焊头主体的边缘与其相邻的所述焊齿之间的第二间距满足以下要求:
10、(a+1)l≥m/2
11、其中,(a+1)l为所述焊头主体的边缘到与其相邻的所述焊齿之间的最长距离值,m为所述焊齿的截面周长,a为箔材的最小延展率,l为所述焊头主体的边缘到与其相邻的所述焊齿之间的第二间距,且所述第二间距大于所述第一间距。
12、进一步,所述焊齿的高度为待焊箔材厚度的60%-80%。
13、进一步,所述任意相邻焊齿之间的第一间距相同。
14、进一步,所述箔材为铜箔箔材或铝箔箔材。
15、进一步,所述焊头主体的边缘与其相邻的至少两个所述焊齿之间的距离相同。
16、进一步,所述焊齿为半球形焊齿,所述焊齿的截面周长满足以下要求:
17、m=πr
18、其中,r为所述焊齿的半径。
19、根据本申请实施例的第二方面提出了一种焊接设备,包括极耳超声波焊头。
20、(三)有益效果
21、本实用新型的有益效果是:
22、本实用新型提供的一种极耳超声波焊头及焊接设备,可以通过提前计算焊头主体的第一间距,进而节省后期因焊印异常而调整设备的成本,还可以避免极耳焊接后表面产生裂纹,提高产品质量。
技术特征:
1.一种极耳超声波焊头,包括焊头主体(1),所述焊头主体(1)上设置有至少两个焊齿(2),其特征在于,相邻所述焊齿(2)之间的第一间距满足以下要求:
2.如权利要求1所述的一种极耳超声波焊头,其特征在于,所述焊头主体(1)的边缘与其相邻的所述焊齿(2)之间的第二间距满足以下要求:
3.如权利要求1所述的一种极耳超声波焊头,其特征在于,所述焊齿(2)的高度为待焊箔材厚度的60%-80%。
4.如权利要求1所述的一种极耳超声波焊头,其特征在于,所述任意相邻焊齿(2)之间的第一间距相同。
5.如权利要求1所述的一种极耳超声波焊头,其特征在于,所述箔材为铜箔箔材或铝箔箔材。
6.如权利要求1所述的一种极耳超声波焊头,其特征在于,所述焊头主体(1)的边缘与其相邻的至少两个所述焊齿(2)之间的距离相同。
7.如权利要求1所述的一种极耳超声波焊头,其特征在于,所述焊齿(2)为半球形焊齿,所述焊齿(2)的截面周长满足以下要求:
8.一种焊接设备,其特征在于,包括如权利要求1-7所述的任一极耳超声波焊头。
技术总结
本申请公开了一种极耳超声波焊头及焊接设备,包括焊头主体,所述焊头主体上设置有至少两个焊齿,相邻所述焊齿之间的第一间距满足以下要求:X≤[(a+1)L‑nm]/(n‑1);其中,X为最小第一间距,(a+1)L为所述焊头主体所对应的焊印位置的箔材总长度,a为箔材的最小延展率,L为所述焊头主体焊接区域的长度,n为所述焊齿的数量,m为所述焊齿2的截面周长,(n‑1)为第一间距的数量。本申请提供的极耳超声波焊头可以通过提前计算焊头主体的第一间距,进而节省后期因焊印异常而调整设备的成本,还可以避免极耳焊接后表面产生裂纹,提高产品质量。
技术研发人员:张佩,金敏
受保护的技术使用者:江苏正力新能电池技术有限公司
技术研发日:20230630
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!