一种薄壁工件内孔车圆工装的制作方法
本技术涉及车床工装,特别是涉及一种薄壁工件内孔车圆工装。
背景技术:
1、如图1所示,图中为铝制连接套筒,连接套筒沿用作直管的连接,其结构包括一筒体1及连接于筒体一端的凸缘2,筒体用于套接所需直管,筒体的壁体上沿筒体径向贯通有锁紧孔3,在安装时,直管先套入连接套筒中,并使用连接件径向锁紧,随后将凸缘装配于所需安装面上。由于装配后只受径向受力,因此连接套筒的壁体可以做得较薄。但由于需要紧密于套接于直管的外汇走,连接套筒内壁的尺寸精度及形位公差要求比较高,现有的生产都是采用车床对内壁进行加工,数控车采用常规三爪夹盘对工件进行夹持固定,采用此种方式夹持的工件,由于铝制且较薄,整体强度低,三爪夹盘在锁紧后较易对工件挤压变形,松夹后检测零件变形为椭圆造成尺寸和圆度超差,质量及不稳定。因此,需要改进。
技术实现思路
1、基于此,本实用新型提供一种薄壁工件内孔车圆工装,通过设有可相互螺接的承载座及压盖对工件进行装持,数控车床的三爪夹盘对承载座进行夹持,不对工件直接夹持,解决了以往车床直接夹持工件造成尺寸精准度低甚至变形的问题。
2、为了实现本实用新型的目的,本实用新型采用如下技术方案:
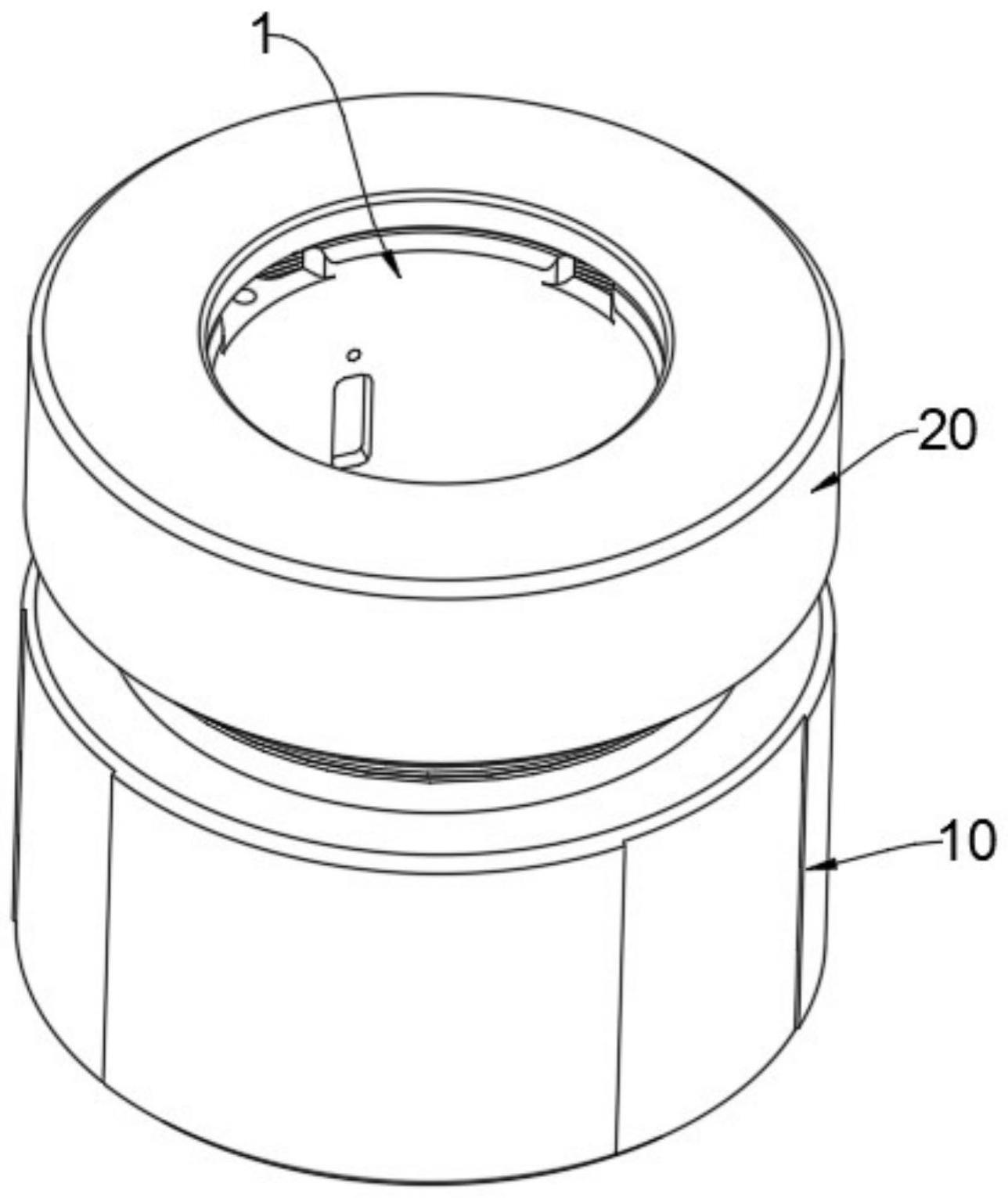
3、一种薄壁工件内孔车圆工装,包括:
4、承载座,所述承载座沿其轴心线贯穿有承载孔;所述承载孔用于承托工件的底端及外周;所述承载座的顶端外周设有第一装配螺纹;及
5、压盖;所述压盖通过所述第一装配螺纹与所述承载座相螺接;所述压盖上设有与所述承载孔同心设置的加工孔,以供车床车刀穿入加工工件内壁;当所述压盖与所述承载座螺接后,所述压盖向下压紧工件的顶端。
6、进一步地,所述承载孔为沉头孔。
7、进一步地,所述承载座为凸字形结构;所述压盖为倒凹字形结构。
8、进一步地,所述承载座包括沿轴向同心相接的第一座体及第二座体;所述第二座体的外径大于所述第一座体的外径。
9、进一步地,所述第一装配螺纹设置于所述第一座体的外周。
10、进一步地,所述承载座的外周设有卡紧槽,以供车床三爪夹盘夹紧。
11、进一步地,所述承载座的顶端设有凸缘锁紧槽,以供契合放置工件的凸缘。
12、进一步地,所述压盖的内周设有与所述装配螺纹相契合的第二装配螺纹。
13、进一步地,所述压盖包括压合片体及延伸体;所述延伸体连接于所述压合片体的边缘。
14、进一步地,所述加工孔设置于所述压合片体的中心。
15、本实用新型的有益效果在于:
16、本实用新型通过设有可相互螺接的承载座及压盖,承载座内设有以供工件放入的承载孔,在压盖与所述承载座螺接后,压盖能将工件固定于承载孔中,压盖上设有以供车刀进入的加工孔,数控车床的三爪夹盘对承载座进行夹持,不对工件直接夹持,避免径向夹持力将工件压至变形,保证加工尺寸精准度。并且,能够降低操作人员的装配难度,对比于以往每次都需将工件重复装配工件至三爪夹盘上的方式,本工装只需先将承载座装配于三爪夹盘上夹紧锁紧,每次替换工件时只需拧开压盖即可,提升了装配效率。
技术特征:
1.一种薄壁工件内孔车圆工装,其特征在于,包括:
2.根据权利要求1所述的一种薄壁工件内孔车圆工装,其特征在于,所述承载孔为沉头孔。
3.根据权利要求1所述的一种薄壁工件内孔车圆工装,其特征在于,所述承载座为凸字形结构;所述压盖为倒凹字形结构。
4.根据权利要求3所述的一种薄壁工件内孔车圆工装,其特征在于,所述承载座包括沿轴向同心相接的第一座体及第二座体;所述第二座体的外径大于所述第一座体的外径。
5.根据权利要求4所述的一种薄壁工件内孔车圆工装,其特征在于,所述第一装配螺纹设置于所述第一座体的外周。
6.根据权利要求1或4所述的一种薄壁工件内孔车圆工装,其特征在于,所述承载座的外周设有卡紧槽,以供车床三爪夹盘夹紧。
7.根据权利要求1或4所述的一种薄壁工件内孔车圆工装,其特征在于,所述承载座的顶端设有凸缘锁紧槽,以供契合放置工件的凸缘。
8.根据权利要求3所述的一种薄壁工件内孔车圆工装,其特征在于,所述压盖的内周设有与所述第一装配螺纹相契合的第二装配螺纹。
9.根据权利要求3或8所述的一种薄壁工件内孔车圆工装,其特征在于,所述压盖包括压合片体及延伸体;所述延伸体连接于所述压合片体的边缘。
10.根据权利要求9所述的一种薄壁工件内孔车圆工装,其特征在于,所述加工孔设置于所述压合片体的中心。
技术总结
本技术涉及一种薄壁工件内孔车圆工装,包括承载座,承载座沿其轴心线贯穿有承载孔;承载孔用于承托工件的底端及外周;承载座的顶端外周设有第一装配螺纹;及压盖;压盖通过第一装配螺纹与承载座相螺接;压盖上设有与承载孔同心设置的加工孔,以供车床车刀穿入加工工件内壁;当压盖与承载座螺接后,压盖向下压紧工件的顶端。本技术通过设有可相互螺接的承载座及压盖,承载座内设有以供工件放入的承载孔,在压盖与承载座螺接后,压盖能将工件固定于承载孔中,压盖上设有以供车刀进入的加工孔,数控车床的三爪夹盘对承载座进行夹持,不对工件直接夹持,避免径向夹持力将工件压至变形,保证加工尺寸精准度。
技术研发人员:镇方德
受保护的技术使用者:东莞市科雄精密机械有限公司
技术研发日:20230630
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!