一种自动冲孔攻丝裁断设备的制作方法
本技术属于加工设备,特别涉及一种自动冲孔攻丝裁断设备。
背景技术:
1、在型材加工工艺中,需要对长长的型材材料依次进行冲孔、攻丝和裁断,以制造出预设长度、带螺孔的型材产品。在现有技术中,工作人员将型材放置于冲孔机,以在型材上制造出孔洞,然后利用攻牙机在孔洞内加工出内螺纹,最后通过切断机对型材进行裁切,以得到型材产品。可是,这种加工方式,对于工作人员来说,在冲孔、攻丝和裁断每个工序都需要提前进行型材定位,操作十分繁琐麻烦,费时费力,加工效率低下。
技术实现思路
1、本实用新型目的在于提供一种自动冲孔攻丝裁断设备,能够对型材自动地依次进行冲孔、攻丝和裁断处理,以制造出带螺孔的预设长度的型材产品,操作简便,省时省力,工作效率高。
2、为解决上述技术问题所采用的技术方案:
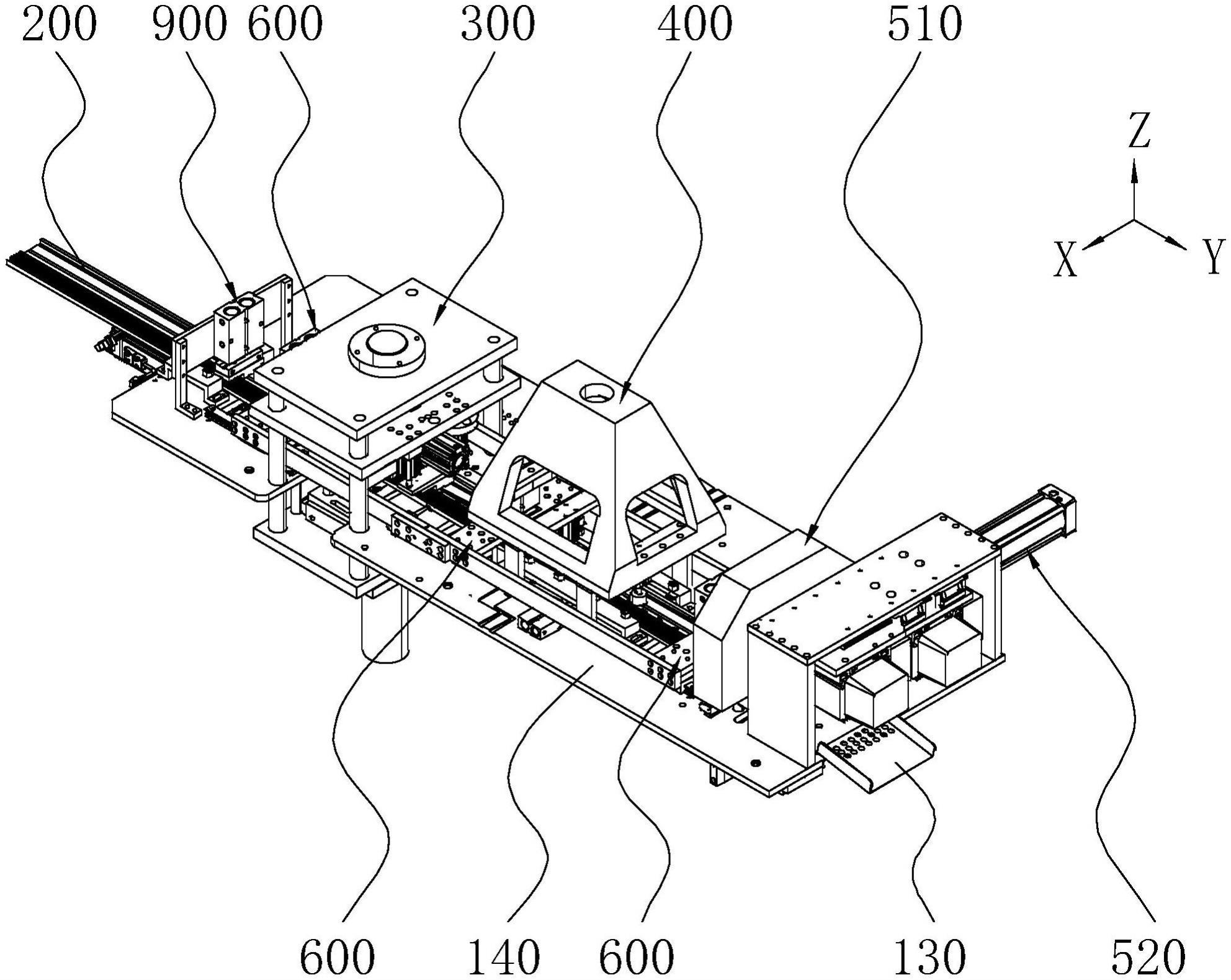
3、本实用新型提供一种自动冲孔攻丝裁断设备,包括:
4、工作台,具有沿左右方向延伸的物料轨道;
5、加工装置,设在所述工作台上,所述加工装置包括沿左右方向依次间隔设置的冲孔机构、攻丝机构和裁断机构;
6、搬运装置,设在所述工作台上,所述冲孔机构的左侧、所述攻丝机构的左侧以及所述裁断机构的左侧均设有所述搬运装置,所述搬运装置包括直线驱动机构和用于夹持物料的夹持机构,所述直线驱动机构的输出端与所述夹持机构连接,以驱使所述夹持机构沿左右方向移动。
7、本实用新型提供的自动冲孔攻丝裁断设备至少具有如下的有益效果:沿着工作台上的物料轨道的长度方向依次设置冲孔机构、攻丝机构和裁断机构,因此,可以对物料轨道上的型材依次完成冲孔处理、攻丝处理和裁断处理,以得到带螺孔的型材产品;而且,在冲孔机构的左侧、攻丝机构的左侧以及裁断机构的左侧都设置有搬运装置,因此,在工作人员将型材材料放置于物料轨道上后,可以利用搬运装置,先让夹持机构稳稳夹住型材材料,再让直线驱动机构驱使夹持机构带动型材材料沿左右方向移动,将型材材料自动送至冲孔机构、攻丝机构和裁断机构;由于每个搬运装置带动型材材料移动的距离一致,因此,可以在型材材料的冲孔处加工出内螺纹,并裁断出预设长度的型材产品,无需工作人员手动完成型材定位工作,操作十分简单便捷,能提升型材的加工效率。
8、作为上述技术方案的进一步改进,所有的所述夹持机构由同一所述直线驱动机构驱动移动。如此设置,可以令所有的夹持机构同步直线移动,并减少直线驱动机构的数量,从而降低自动冲孔攻丝裁断设备的制造成本、维护成本以及能耗。
9、作为上述技术方案的进一步改进,所述夹持机构包括第一直线驱动件、压块和移动座,所述第一直线驱动件设在所述移动座,所述第一直线驱动件的输出端与所述压块连接,以驱使所述压块升降,所述移动座设有支撑面,所述压块具有下压面,所述下压面和所述支撑面共同限定出物料的夹持面,所述移动座与所述直线驱动机构的输出端连接。
10、在使用夹持机构时,型材材料位于移动座的支撑面上,压块在第一直线驱动件的驱动作用下下移,并对型材材料进行下压,使得压块和移动座共同夹持着型材材料,在直线驱动机构的驱动作用下,压块和移动座便会带动型材材料沿左右方向移动。
11、作为上述技术方案的进一步改进,所述直线驱动机构包括第一电机和丝杆,所述第一电机的输出轴与所述丝杆连接,所述丝杆与所述移动座螺纹连接,所述移动座与所述工作台滑移连接。如此设置,在启用第一电机时,丝杆在第一电机的带动作用下旋转,并驱使移动座能够沿着丝杆的长度方向移动,从而实现夹持机构带动型材材料移动。
12、作为上述技术方案的进一步改进,所述裁断机构包括电锯组件和第二直线驱动件,所述第二直线驱动件的输出端与所述电锯组件连接,以驱使所述电锯组件沿前后方向移动。如此设置,在搬运装置将型材材料移动至裁断机构的工位时,电锯组件在第二直线驱动件的驱动作用下沿前后方向快速移动,并对型材材料进行裁切。
13、作为上述技术方案的进一步改进,所述第一直线驱动件和所述第二直线驱动件为伸缩气缸。如此设置,使得电锯组件和压块能迅速运动,有助于提升工作效率。
14、作为上述技术方案的进一步改进,所述攻丝机构的左右两侧和所述裁断机构的左右两侧均分别设有用于下压物料的下压组件。如此设置,可以在攻丝工作和裁断工作中利用下压组件,稳固压着型材材料,避免型材材料在攻丝和裁断的过程中发生上翘等变形,从而提升加工质量。
15、作为上述技术方案的进一步改进,所述裁断机构的右侧设有卸料板,所述卸料板与所述物料轨道的右端连接。如此设置,经过裁断处理后的型材产品会经卸料板进行自动下料,无需人工下料,减少人力投入,提升工作效率。
16、作为上述技术方案的进一步改进,所述物料轨道的前后两侧分别设有导轮组件。如此设置,在型材材料沿左右方向移动时,可以利用导轮组件对型材材料进行限位、导向,保证型材材料在左右移动过程中更加稳定。
17、作为上述技术方案的进一步改进,所述攻丝机构的下侧和所述裁断机构的下侧分别设有废料收集箱。如此设置,在进行攻丝和裁断工作时,所产生的废屑会经废料收集箱进行回收处理,无需人工打扫。
技术特征:
1.一种自动冲孔攻丝裁断设备,其特征在于,包括:
2.根据权利要求1所述的自动冲孔攻丝裁断设备,其特征在于,所有的所述夹持机构由同一所述直线驱动机构驱动移动。
3.根据权利要求1或2所述的自动冲孔攻丝裁断设备,其特征在于,所述夹持机构包括第一直线驱动件、压块和移动座,所述第一直线驱动件设在所述移动座,所述第一直线驱动件的输出端与所述压块连接,以驱使所述压块升降,所述移动座设有支撑面,所述压块具有下压面,所述下压面和所述支撑面共同限定出物料的夹持面,所述移动座与所述直线驱动机构的输出端连接。
4.根据权利要求3所述的自动冲孔攻丝裁断设备,其特征在于,所述直线驱动机构包括第一电机和丝杆,所述第一电机的输出轴与所述丝杆连接,所述丝杆与所述移动座螺纹连接,所述移动座与所述工作台滑移连接。
5.根据权利要求3所述的自动冲孔攻丝裁断设备,其特征在于,所述裁断机构包括电锯组件和第二直线驱动件,所述第二直线驱动件的输出端与所述电锯组件连接,以驱使所述电锯组件沿前后方向移动。
6.根据权利要求5所述的自动冲孔攻丝裁断设备,其特征在于,所述第一直线驱动件和所述第二直线驱动件为伸缩气缸。
7.根据权利要求1所述的自动冲孔攻丝裁断设备,其特征在于,所述攻丝机构的左右两侧和所述裁断机构的左右两侧均分别设有用于下压物料的下压组件。
8.根据权利要求1所述的自动冲孔攻丝裁断设备,其特征在于,所述裁断机构的右侧设有卸料板,所述卸料板与所述物料轨道的右端连接。
9.根据权利要求1所述的自动冲孔攻丝裁断设备,其特征在于,所述物料轨道的前后两侧分别设有导轮组件。
10.根据权利要求1所述的自动冲孔攻丝裁断设备,其特征在于,所述攻丝机构的下侧和所述裁断机构的下侧分别设有废料收集箱。
技术总结
本技术公开一种自动冲孔攻丝裁断设备,属于加工设备技术领域;自动冲孔攻丝裁断设备包括:工作台,具有沿左右方向延伸的物料轨道;加工装置,设在工作台上,加工装置包括沿左右方向依次间隔设置的冲孔机构、攻丝机构和裁断机构;搬运装置,设在工作台上,冲孔机构的左侧、攻丝机构的左侧以及裁断机构的左侧均设有搬运装置,搬运装置包括直线驱动机构和用于夹持物料的夹持机构,直线驱动机构的输出端与夹持机构连接,以驱使夹持机构沿左右方向移动。本技术能够对型材自动地依次进行冲孔、攻丝和裁断处理,以制造出带螺孔的预设长度的型材产品,操作简便,省时省力,工作效率高。
技术研发人员:廖子剑,吴大松
受保护的技术使用者:佛山嘉骋科技有限公司
技术研发日:20230630
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!