一种汽车消声器的抽孔加工装置的制作方法
本公开涉及机械加工领域,具体涉及一种汽车消声器的抽孔加工装置。
背景技术:
1、汽车消声器是汽车常用的组成部件,它有利于降低汽车行驶过程中的噪声污染。原理是汽车的排气管由两个不同长度的管子组成,先分开后会合,因为两个管子的长度差等于汽车发出的声波波长的一半,这样两列声波叠加时相互干扰,相互抵消,降低声强,从而使传递的声音减小,进而达到消音效果。
2、经检索可知,现有技术中,例如专利cn202120424976.7所涉及的汽车消声器加工用板材冲孔装置,在装置主体上安装有钻孔机构,且装置主体内部连接有活动槽,并且活动槽之间连接有活动板,同时活动板底部焊接安装有齿牙,活动板上方设置有上料腔,且上料腔内部连接有正反丝杆,并且正反丝杆外侧套设安装有夹板,夹板对应一侧安装有支撑杆,且夹板上开设有槽口。上述的现有技术中对工件只能进行单一的冲孔工序,无法实现同时多孔的加工以及非同轴双孔的加工,若要实现非同轴双孔的加工,则会使得加工工序增多,从而导致产生加工误差,增加生产时间,增加加工的设备,以及导致加工效率降低。
技术实现思路
1、为了解决上述现有技术存在的问题,本公开目的在于提供一种汽车消声器的抽孔加工装置,通过在底座上设置抽孔机构和整型机构,抽孔机构包括至少两组非同轴设置的抽孔机构,抽孔机构由冲孔模块和压料模块组成;整型机构包括上模和下模,通过压料模块对工件进行定位,通过冲孔模块对工件进行抽孔,再通过上模和下模合并对工件整型,即可完成先抽孔、后整型的连续加工动作,实现非同轴双抽孔整型加工,提高效率,减少加工误差,减少生产时间、加工设备和人力成本。
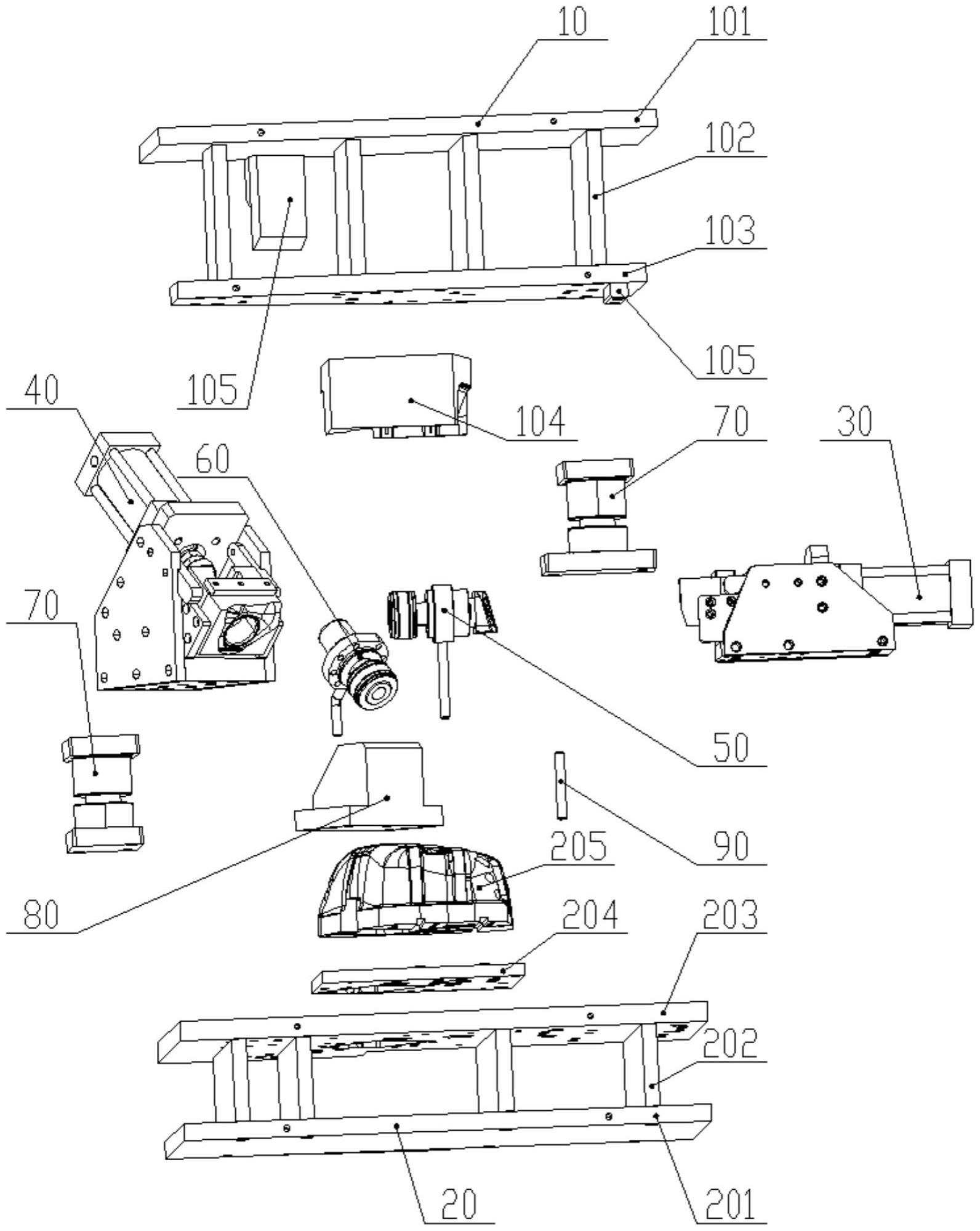
2、本公开所述的一种汽车消声器的抽孔加工装置,包括底座、抽孔机构和整型机构;
3、所述底座上设置有抽孔机构和整型机构,所述底座具有放置工件的加工区域;
4、所述抽孔机构包括至少两组非同轴设置的抽孔机构,所述抽孔机构包括相对设置于所述加工区域内侧的冲孔模块和所述加工区域外侧的压料模块,所述冲孔模块与所述压料模块位于同一轴线;所述冲孔模块具有可沿加工孔的轴向往复运动的冲头,所述压料模块具有可沿加工孔的轴向往复运动的压料头;所述冲孔模块与所述压料模块配合以对工件抽孔加工;
5、所述整型机构包括相对设置在所述加工区域上下两侧的上模和下模,所述上模和所述下模均适配于工件的轮廓;所述上模和所述下模至少有一个为可上下滑动的结构,以在合模时对工件整型加工。
6、优选地,所述上模包括:
7、上锁板;
8、上垫块;
9、上模座,所述上锁板与所述上模座相对平行设置,若干所述上垫块垂直于所述上锁板,且间隔排列于所述上锁板与所述上模座之间,所述上垫块的两端分别与所述上锁板和所述上模座相连接;
10、母模板,所述母模板设置于所述上模座上,通过第一连接件与所述上模座连接;所述母模板为内凹的结构,且适配于工件的外轮廓。
11、优选地,所述下模包括:
12、下锁板;
13、下垫块;
14、下模座,所述下锁板与所述下模座相对平行设置,若干所述下垫块垂直于所述下锁板,且间隔排列于所述下锁板与所述下模座之间,所述下垫块的两端分别与所述下锁板和所述下模座相连接;
15、下模垫板,所述下模垫板设置于所述下模座上,通过第二连接件连接于所述下模座;
16、公模板,所述公模板设置于所述下模垫板上,通过第三连接件连接所述公模板与所述下模垫板;所述公模板为外凸的结构,且适配于工件的内轮廓。
17、优选地,所述抽孔机构为两组,分别为第一抽孔机构和第二抽孔机构,所述第一抽孔机构水平设置,所述第二抽孔机构与水平面形成一定角度的夹角;
18、所述第一抽孔机构包括第一压料模块和第一冲孔模块,所述第二抽孔机构包括第二压料模块和第二冲孔模块。
19、优选地,所述第一压料模块设置于所述下模座上,且位于所述公模板的外侧,所述第一压料模块包括第一压料缸以及与所述第一压料缸联动的第一夹模,所述第一夹模适配于工件的外表面;
20、所述第一冲孔模块设置于所述下模座上,且内嵌于所述公模板,所述第一冲孔模块包括第一冲孔缸体以及与第一冲孔缸体联动的第一冲头,所述第一冲头对应于所述第一夹模设置。
21、优选地,所述第二压料模块设置于所述下模座上,且位于所述公模板的外侧,所述第二压料模块包括第二压料缸以及与所述第二压料缸联动的第二夹模,所述第二夹模适配于工件的外表面;
22、所述第二冲孔模块设置于所述下模座上,且内嵌于所述公模板,所述第二冲孔模块包括第二冲孔缸体以及与第二冲孔缸体联动的第二冲头,所述第二冲头对应于所述第二夹模设置。
23、优选地,所述第一冲孔模块还包括:
24、导向元件,所述导向元件的中部具有适配于所述第一冲头的导向孔,所述导向孔的轴线与加工孔的轴线共线,所述导向孔套设在所述第一冲头行程的外侧,用于导向所述第一冲头沿加工孔的轴向运动;
25、定位元件,所述定位元件为镶件,所述定位元件的中部具有适配于所述第一冲头的定位孔,所述定位孔的轴线与加工孔的轴线共线,所述定位元件内嵌于所述公模板的加工孔位置,用于所述第一冲头冲孔加工的定位。
26、优选地,所述整型机构还包括:
27、导柱,所述导柱一端连接所述上模座,另一端连接所述下模座,所述导柱具有能上下滑动的导杆,用于所述上模与所述下模之间的合模和开模。
28、优选地,所述汽车消声器的抽孔加工装置还包括:
29、内缸,所述下模座具有与所述内缸相适配的通孔,所述内缸与所述通孔配合连接;所述内缸具有与所述第二冲孔模块一端部适配的定位孔,且所述第二冲孔模块一端部与所述定位孔配合连接,用于所述第二冲孔模块的定位。
30、优选地,所述汽车消声器的抽孔加工装置还包括:
31、动力元件,所述动力元件为液压机,所述液压机分别与所述第一压料模块、所述第二压料模块、所述第一冲孔模块、所述第二冲孔模块和所述整型机构相连通。
32、本公开所述的一种汽车消声器的抽孔加工装置,其优点在于:
33、1、本公开的汽车消声器的抽孔加工装置通过采用模具内置液压缸作为消音器抽孔成型的出力单元。抽孔加工装置通过卧式平放的方式可实现多个非同轴孔的抽孔成型,工序的合并可避免因多个不同工序产生定位基准不重合而导致孔位置度偏差,从而提高产品的加工精度。
34、2、本公开的汽车消声器的抽孔加工装置通过采用模具外置液压缸作为推动装置的定位和整型。抽孔加工装置通过在底座的加工区域上外置压料模块压紧工件,使得工件后续加工过程中避免产生颤动、位移,内置冲孔模块对工件进行抽孔,再通过导柱的运动使上模和下模实现合模工序,进而完成整型。通过使用一台液压机即可运行先抽孔、后整型的连续加工动作,即可完成非同轴双抽孔整型加工,从而减少了生产时间,降低了成本。
技术特征:
1.一种汽车消声器的抽孔加工装置,其特征在于,包括底座、抽孔机构和整型机构;
2.根据权利要求1所述汽车消声器的抽孔加工装置,其特征在于,所述上模(10)包括:
3.根据权利要求2所述汽车消声器的抽孔加工装置,其特征在于,所述下模(20)包括:
4.根据权利要求3所述汽车消声器的抽孔加工装置,其特征在于,所述抽孔机构为两组,分别为第一抽孔机构和第二抽孔机构,所述第一抽孔机构水平设置,所述第二抽孔机构与水平面形成一定角度的夹角;
5.根据权利要求4所述汽车消声器的抽孔加工装置,其特征在于,所述第一压料模块(30)设置于所述下模座(203)上,且位于所述公模板(205)的外侧,所述第一压料模块(30)包括第一压料缸以及与所述第一压料缸联动的第一夹模(308),所述第一夹模(308)适配于工件的外表面;
6.根据权利要求4所述汽车消声器的抽孔加工装置,其特征在于,所述第二压料模块(40)设置于所述下模座(203)上,且位于所述公模板(205)的外侧,所述第二压料模块(40)包括第二压料缸以及与所述第二压料缸联动的第二夹模(4010),所述第二夹模(4010)适配于工件的外表面;
7.根据权利要求5所述汽车消声器的抽孔加工装置,其特征在于,所述第一冲孔模块(50)还包括:
8.根据权利要求3所述汽车消声器的抽孔加工装置,其特征在于,所述整型机构还包括:
9.根据权利要求6所述汽车消声器的抽孔加工装置,其特征在于,还包括:
10.根据权利要求4所述汽车消声器的抽孔加工装置,其特征在于,还包括:
技术总结
本公开涉及一种汽车消声器的抽孔加工装置,包括:底座;抽孔机构;整型机构,所述底座上设置有所述抽孔机构和所述整型机构,并具有放置工件的加工区域,所述抽孔机构包括至少两组非同轴设置的抽孔机构,所述抽孔机构包括相对设置于所述加工区域内侧的冲孔模块和所述加工区域外侧的压料模块,所述整型机构包括相对设置在所述加工区域上下两侧的上模和下模,所述上模和所述下模均适配于工件的轮廓。本公开通过在底座的加工区域外置压料模块,内嵌冲孔模块,压料模块压紧工件,冲孔模块对工件抽孔,整型机构再合模,进而完成先抽孔、后整型的连续加工动作,实现非同轴双抽孔整型加工,提高效率,减少加工误差,减少生产时间、加工设备和人力成本。
技术研发人员:梁志文,梁振浩
受保护的技术使用者:广州大峰精密工业有限公司
技术研发日:20230703
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!