一种带轴端螺孔零件的精车精磨装夹顶丝的制作方法
本技术涉及车床配件,具体涉及一种带轴端螺孔零件的精车精磨装夹顶丝。
背景技术:
1、车床是金属切削加工的基本设备之一。它利用刀具在回转件上进行切削,以获得所需的形状和尺寸精度。车床加工工件时,采用正确和可靠的夹持方式对工件进行定位和固定是获得高质量加工的基本保证。
2、现有技术中对于细长类杆件或管件的加工方法一般采用卡盘顶尖进行装夹,固定端为卡盘,移动端为顶尖,但对于轴端带内螺内孔的零件,顶尖无处夹持,若要夹持需要采用辅助部件。
技术实现思路
1、本实用新型的目的在于提供一种带轴端螺孔零件的精车精磨装夹顶丝,将该装夹顶丝安装于带轴端螺孔零件的轴端内螺纹孔上,便能实现车床尾端顶尖的夹持,为顶尖夹持提供夹持部位。
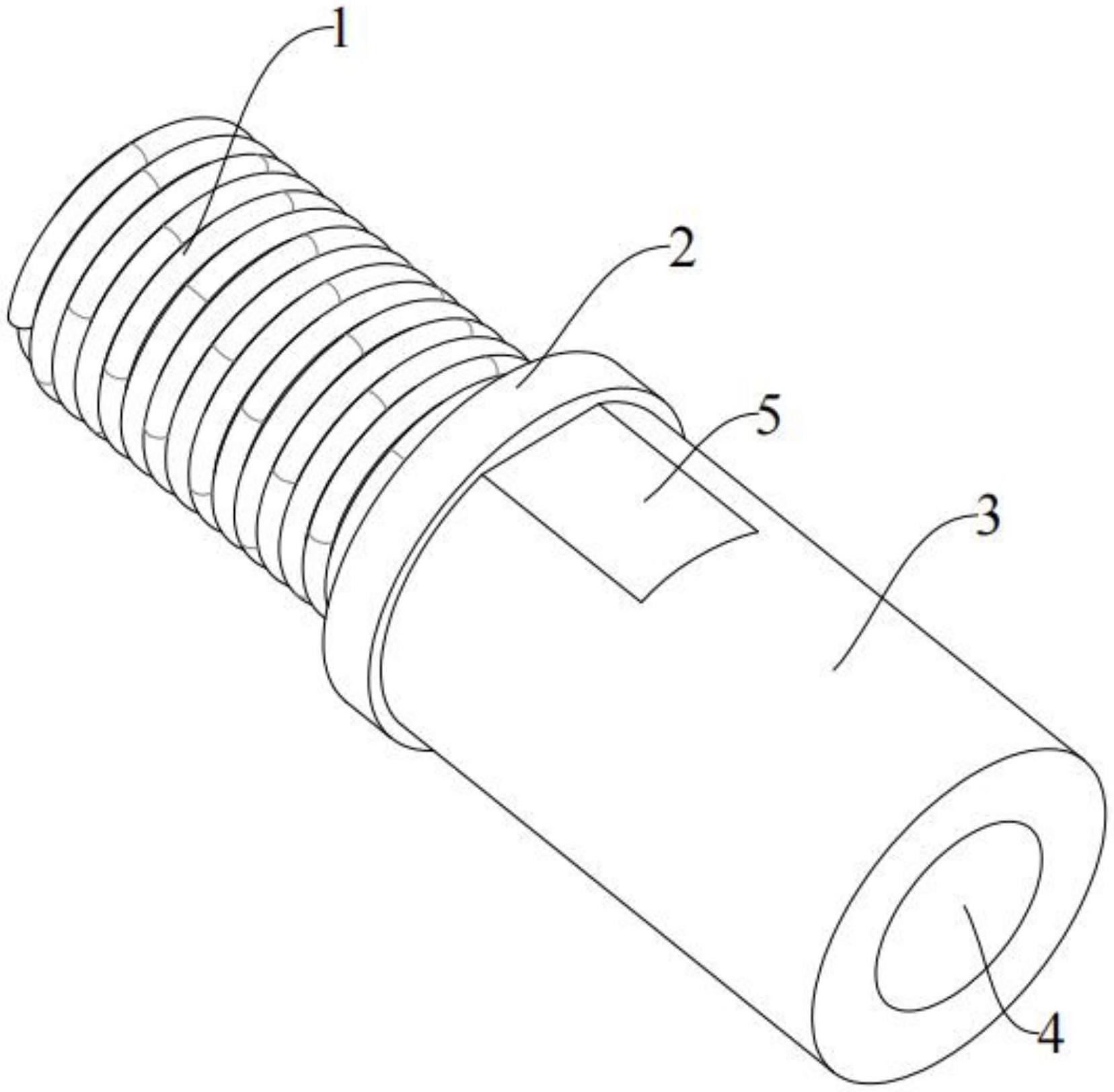
2、为实现上述目的,本实用新型提供了如下方案:一种带轴端螺孔零件的精车精磨装夹顶丝,包括螺纹部、限位环和连接部,所述连接部呈圆柱状,连接部的一端的端面上设置有锥孔,车床尾端的顶尖抵住锥孔将工件夹持住,所述连接部的两侧相对位置设置平槽,将顶丝从轴向孔一端插入,然后用活口扳手夹持住平槽处,将顶丝拧入螺纹孔内。
3、进一步地,所述螺纹部、限位环和连接部为一体成型结构。
4、进一步地,所述限位环的外径大于螺纹部的外径,针对轴向孔较深的工件,设置限位环是为了防止加工件在随顶尖旋转过程中,螺纹部还向轴端螺孔内旋转。
5、本实用新型的技术效果在于:本实用新型提供了一种带轴端螺孔零件的精车精磨装夹顶丝,将该顶丝从轴向孔一端插入,然后用活口扳手夹持住平槽处,将顶丝拧入螺纹孔内,车床尾端顶尖抵住端部的锥孔将工件夹持住,装夹方便快捷,定位精度高,能满足高精度加工的要求。
技术特征:
1.一种带轴端螺孔零件的精车精磨装夹顶丝,其特征在于,包括螺纹部(1)、限位环(2)和连接部(3),所述连接部(3)呈圆柱状,连接部(3)的一端的端面上设置有锥孔(4),所述连接部(3)的两侧相对位置设置平槽(5)。
2.根据权利要求1所述的一种带轴端螺孔零件的精车精磨装夹顶丝,其特征在于,所述螺纹部(1)、限位环(2)和连接部(3)为一体成型结构。
3.根据权利要求1所述的一种带轴端螺孔零件的精车精磨装夹顶丝,其特征在于,所述限位环(2)的外径大于螺纹部(1)的外径。
技术总结
本技术公开了一种带轴端螺孔零件的精车精磨装夹顶丝,包括螺纹部、限位环和连接部,所述连接部呈圆柱状,连接部的一端的端面上设置有锥孔,所述连接部的两侧相对位置设置平槽;将该顶丝从轴向孔一端插入,然后用活口扳手夹持住平槽处,将顶丝拧入螺纹孔内,车床尾端顶尖抵住端部的锥孔将工件夹持住,装夹方便快捷,定位精度高,能满足高精度加工的要求。
技术研发人员:张杰,陈正伟,黎新,孙彦成
受保护的技术使用者:宁夏盛晖科技有限公司
技术研发日:20230703
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!