一种陶瓷管壳焊接夹具的制作方法
本发明涉及管壳焊接夹具的领域,尤其是涉及一种陶瓷管壳焊接夹具。
背景技术:
1、随着“东数西算”工程驱动光通信产业链的发展,有效改善了延时问题,提高了数据传输质量;光模块作为光通讯产业链的中游,在“东数西算”工程中承担信号转换任务,可实现光信号的产生、信号调制、探测、光路转换、光电转换等功能,将赋能千行百业,市场前景较大。
2、高速率陶瓷管壳是光模块小型化、高速率、低功耗的封装外壳典型案例,每个光模块中至少需要使用一个或多个陶瓷管壳;现阶段使用的一种高速率陶瓷管壳的结构是在陶瓷绝缘子的正反两面布局两层金属引脚,这类陶瓷管壳结构空间占用较少,为光模块小型化提供更多的布局优化空间。
3、上述陶瓷管壳由封口环、筐体、陶瓷件、上引线、下引线、底板等部件组成,上引线和下引线分别连接在陶瓷件的接线座两侧,各部件之间通过高温焊接的方式固定,焊接过程按次序分为:上引线-陶瓷件-下引线焊接、陶瓷件-框体-封口环焊接、底板-框体焊接,共三次焊接,每次焊接后需要检查焊接点,产品的生产周期较长,并且,陶瓷管壳在多次高温焊接过程中,容易受焊接应力影响而出现漏气不良的现象,导致良品率下降。
技术实现思路
1、本申请的目的是提供一种陶瓷管壳焊接夹具,该夹具可同时对陶瓷管壳的多个部件进行限位,从而将陶瓷管壳的多次焊接合并为一次完成,降低受焊接应力影响而出现漏气不良的现象的几率,提高良品率,同时缩短产品的生产周期。
2、本申请提供的一种陶瓷管壳焊接夹具采用如下的技术方案:
3、一种陶瓷管壳焊接夹具,所述陶瓷管壳包括底板、框体、封口环、陶瓷件、第一引线和第二引线,所述夹具包括底座、压块、引线限位结构和推块,所述底座上设置有定位槽,所述底板与所述框体均放置于所述定位槽内;所述压块能够与所述底座配合并压盖于所述封口环上;
4、所述底座上设置有容纳槽,所述容纳槽连通于所述定位槽,所述引线限位结构与所述推块均设置于所述容纳槽内,所述引线限位结构用于限制所述第一引线与所述第二引线的位置,所述推块能够相对所述底座移动并挤压所述陶瓷件,使所述陶瓷件与所述框体紧密接触。
5、通过采用上述技术方案,定位槽可对底板和框体限位,压块可对封口环限位并使封口环、框体、底板三者之间挤压贴合,引线限位结构可对第一引线和第二引线限位,推块可使陶瓷件与框体紧贴,从而可实现对陶瓷管壳各部分的定位,在该陶瓷管壳生产时,可将焊料放置在管壳任意需要焊接的相邻部件之间,然后将夹具和管壳放入加热炉中,可一次实现该陶瓷管壳的焊接,生产周期较短,同时可减少受焊接应力影响而出现漏气不良的现象,提高良品率。
6、可选的,所述推块上设置有推力面,所述底座上设置有阻挡面;所述夹具还包括施力块,所述施力块放置于所述推力面与所述阻挡面之间,所述施力块能够对所述推力面施加由所述陶瓷件指向所述框体的推力。
7、通过采用上述技术方案,由于陶瓷件与框体之间需要放置焊料使二者相互焊接,施力块可通过推力面向推块施加作用力,使推块具有向陶瓷件的方向滑动的趋势,从而使陶瓷件能够挤压框体,焊料融化时,二者之间相互挤压,焊接效果更好。
8、可选的,所述推力面设置为沿竖直方向倾斜的斜面,所述施力块放置于所述推力面上方。
9、通过采用上述技术方案,在重力作用下,施力块可挤压在推力面上,并通过倾斜的推力面对推块产生沿推块滑动方向的分力,使推块具有向靠近陶瓷件的方向滑动的趋势,进而使陶瓷件与框体相互挤压。
10、可选的,所述施力块的一侧面设置为弧面,所述施力块通过所述弧面抵接于所述推力面。
11、通过采用上述技术方案,施力块通过弧面与推力面相互挤压,可减小施力块与推块接触的摩擦,使施力块可相对推力面滚动,当推块产生移动时,施力块可相对推力面向下移动,从而始终与推力面保持抵接。
12、可选的,所述引线限位结构包括第一支座和第二支座,所述第一支座上设置有第一引线槽,所述第二支座上均设置有第二引线槽,所述第一引线嵌合于所述第一引线槽内,所述第二引线嵌合于所述第二引线槽内。
13、通过采用上述技术方案,第一引线和第二引线的位置分别由第一引线槽和第二引线槽进行单独限位,能够对第一引线或第二引线在陶瓷件上的位置单独调整,使第一引线或第二引线的位置更为准确,产品质量更好。
14、可选的,所述推块上设置有让位槽,所述引线限位结构位于所述让位槽内;所述第一支座贴合于所述陶瓷件远离所述框体的一侧,所述让位槽的第一侧壁贴合于所述第一支座远离所述陶瓷件的侧面。
15、首先,框体与陶瓷件之间需放置焊料,以使二者相互焊接,通过采用上述技术方案,推块向靠近陶瓷件的方向移动时,可通过第一支座推动陶瓷件并挤压框体,从而使陶瓷件与框体焊接更为牢固可靠。
16、可选的,所述容纳槽的底壁上设置有浅凹槽,所述浅凹槽与所述定位槽间隔设置,所述浅凹槽与所述定位槽之间形成至少一个支撑点;所述第二支座的下侧贴合于所述支撑点,所述第二支座的重心位于所述浅凹槽上方;所述第二引线位于所述陶瓷件与所述第二支座之间。
17、首先,第二引线与陶瓷件之间需要放置焊料,使二者相互焊接,通过采用上述技术方案,在重力作用下,第二支座远离陶瓷件的一侧向下(即向浅凹槽内)偏斜,则第二支座靠近陶瓷件的一侧向上翘起,第二支座对第二引线有朝向陶瓷件方向的挤压力,使第二引线与陶瓷件紧密接触,第二引线与陶瓷件的焊接更加可靠。
18、可选的,所述让位槽的侧壁上设置有第一凹槽,所述第一支座上设置有第一凸起,所述第一凸起嵌合于所述第一凹槽内。
19、推块产生移动时,陶瓷件随之移动并与框体紧密接触,可带动第一支座一同移动,通过采用上述技术方案,第一支座可带动第一引线随推块一同向靠近陶瓷件的方向移动,从而可保持第一引线与陶瓷件的相对位置不变。
20、可选的,所述第一支座上设置有第二凹槽,所述第二支座上设置有第二凸起,所述第二凸起嵌合于所述第二凹槽内。
21、通过采用上述技术方案,第一支座随推块、陶瓷件移动时,可带动第二支座同步移动,从而带动第二引线随陶瓷件同步移动,以保证第二引线与陶瓷件的相对位置不变。
22、可选的,所述压块上设置有定位柱,所述底座上设置有定位孔,所述压块压盖于所述封口环上时,所述定位柱插接于所述定位孔内。
23、通过采用上述技术方案,压块压盖在封口环上时,定位柱插入定位孔内,可实现对压块的定位,在焊接过程中,压块与底座的相对位置更加稳定,则封口环、框体以及底板的位置也更加稳定。
技术特征:
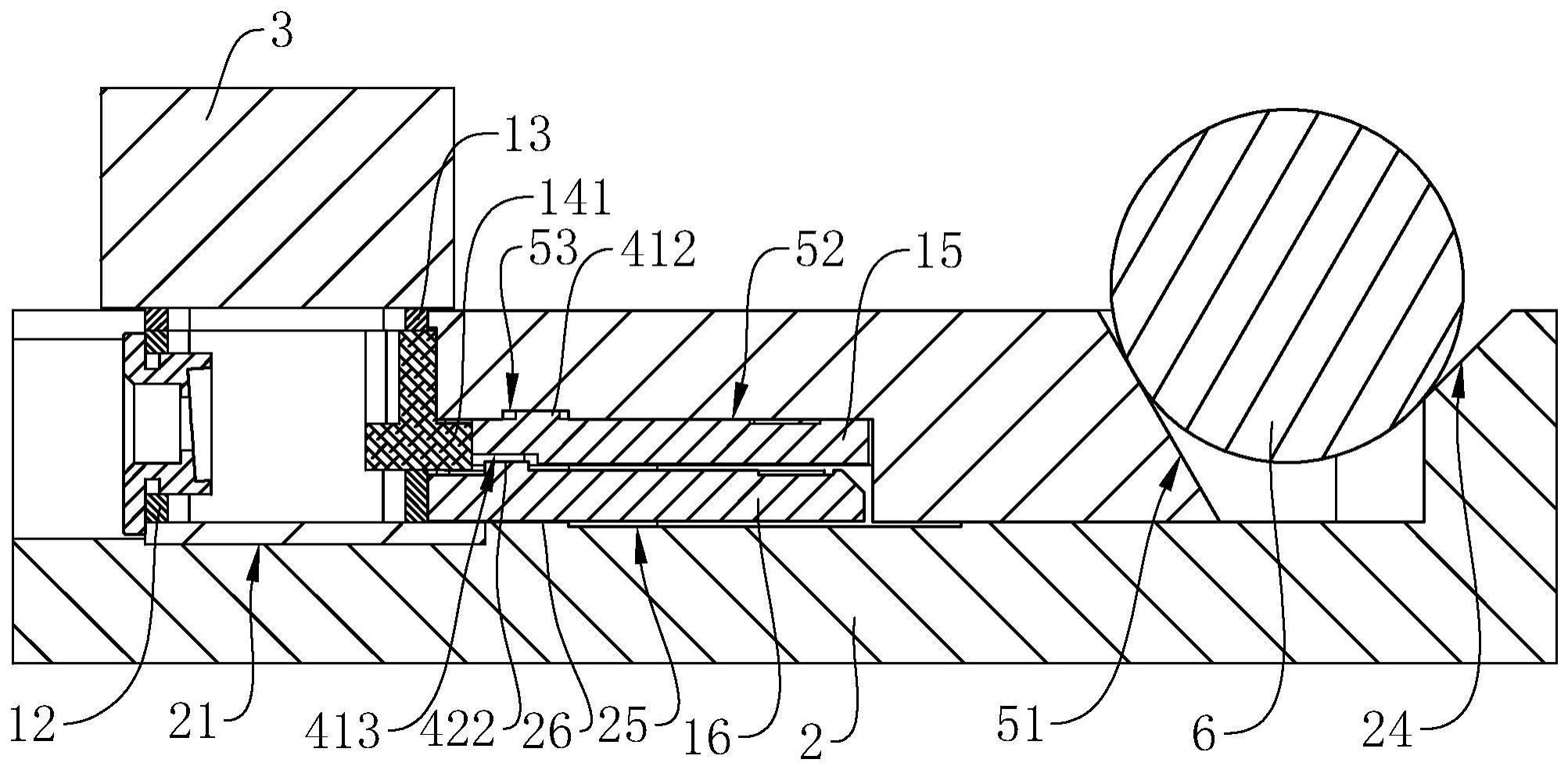
1.一种陶瓷管壳焊接夹具,所述陶瓷管壳(1)包括底板(11)、框体(12)、封口环(13)、陶瓷件(14)、第一引线(15)和第二引线(16),其特征在于:所述夹具包括底座(2)、压块(3)、引线限位结构(4)和推块(5),所述底座(2)上设置有定位槽(21),所述底板(11)与所述框体(12)均放置于所述定位槽(21)内;所述压块(3)能够与所述底座(2)配合并压盖于所述封口环(13)上;
2.根据权利要求1所述的陶瓷管壳焊接夹具,其特征在于:所述推块(5)上设置有推力面(51),所述底座(2)上设置有阻挡面(24);所述夹具还包括施力块(6),所述施力块(6)放置于所述推力面(51)与所述阻挡面(24)之间,所述施力块(6)能够对所述推力面(51)施加由所述陶瓷件(14)指向所述框体(12)的推力。
3.根据权利要求2所述的陶瓷管壳焊接夹具,其特征在于:所述推力面(51)设置为沿竖直方向倾斜的斜面,所述施力块(6)放置于所述推力面(51)上方。
4.根据权利要求3所述的陶瓷管壳焊接夹具,其特征在于:所述施力块(6)的一侧面设置为弧面,所述施力块(6)通过所述弧面抵接于所述推力面(51)。
5.根据权利要求1-4任一项所述的陶瓷管壳焊接夹具,其特征在于:所述引线限位结构(4)包括第一支座(41)和第二支座(42),所述第一支座(41)上设置有第一引线槽(411),所述第二支座(42)上均设置有第二引线槽(421),所述第一引线(15)嵌合于所述第一引线槽(411)内,所述第二引线(16)嵌合于所述第二引线槽(421)内。
6.根据权利要求5所述的陶瓷管壳焊接夹具,其特征在于:所述推块(5)上设置有让位槽(52),所述引线限位结构(4)位于所述让位槽(52)内;所述第一支座(41)贴合于所述陶瓷件(14)远离所述框体(12)的一侧,所述让位槽(52)的第一侧壁贴合于所述第一支座(41)远离所述陶瓷件(14)的侧面。
7.根据权利要求6所述的陶瓷管壳焊接夹具,其特征在于:所述容纳槽(22)的底壁上设置有浅凹槽(25),所述浅凹槽(25)与所述定位槽(21)间隔设置,所述浅凹槽(25)与所述定位槽(21)之间形成至少一个支撑点;所述第二支座(42)的下侧贴合于所述支撑点,所述第二支座(42)的重心位于所述浅凹槽(25)上方;所述第二引线(16)位于所述陶瓷件(14)与所述第二支座(42)之间。
8.根据权利要求6所述的陶瓷管壳焊接夹具,其特征在于:所述让位槽(52)的侧壁上设置有第一凹槽(53),所述第一支座(41)上设置有第一凸起(412),所述第一凸起(412)嵌合于所述第一凹槽(53)内。
9.根据权利要求8所述的陶瓷管壳焊接夹具,其特征在于:所述第一支座(41)上设置有第二凹槽(413),所述第二支座(42)上设置有第二凸起(422),所述第二凸起(422)嵌合于所述第二凹槽(413)内。
10.根据权利要求1所述的陶瓷管壳焊接夹具,其特征在于:所述压块(3)上设置有定位柱(31),所述底座(2)上设置有定位孔(23),所述压块(3)压盖于所述封口环(13)上时,所述定位柱(31)插接于所述定位孔(23)内。
技术总结
本申请涉及管壳焊接夹具的领域,尤其是涉及一种陶瓷管壳焊接夹具,其陶瓷管壳包括底板、框体、封口环、陶瓷件、第一引线和第二引线,夹具包括底座、压块、引线限位结构和推块,底座上设置有定位槽,底板与框体均放置于定位槽内;压块压盖于封口环上,底座上设置有容纳槽,容纳槽连通于定位槽,引线限位结构与推块均设置于容纳槽内,引线限位结构用于限制第一引线与第二引线的位置,推块能够相对底座移动并挤压陶瓷件,使陶瓷件与框体紧密接触。本申请的夹具可同时对陶瓷管壳的多个部件进行限位,从而将陶瓷管壳的多次焊接合并为一次完成,降低产品受焊接应力影响而出现漏气不良的几率,提高良品率,同时缩短产品的生产周期。
技术研发人员:李刚,王卷南
受保护的技术使用者:深圳宏海技术有限公司
技术研发日:20230701
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!