一种陶瓷刀具焊接结构的制作方法
本技术涉及陶瓷铣刀,尤其涉及一种陶瓷刀具焊接结构。
背景技术:
1、铣刀是用于铣销加工的、具有一个或多个刀齿的旋转刀具,铣刀在切削过程中铣刀与切削材料的切削处温度高达800℃,普通钎焊无法在这样高的温度带工作,甚至解体,刀具报废率高,因此,亟需一种陶瓷刀具焊接结构来解决上述技术问题。
技术实现思路
1、本部分的目的在于概述本实用新型的实施例的一些方面以及简要介绍一些较佳实施例。在本部分以及本申请的说明书摘要和实用新型名称中可能会做些简化或省略以避免使本部分、说明书摘要和实用新型名称的目的模糊,而这种简化或省略不能用于限制本实用新型的范围。
2、鉴于上述现有一种陶瓷刀具焊接结构存在的问题,提出了本实用新型。
3、因此,本实用新型要解决的技术问题是提供一种陶瓷刀具焊接结构,其目的在于解决背景技术中提出的问题。
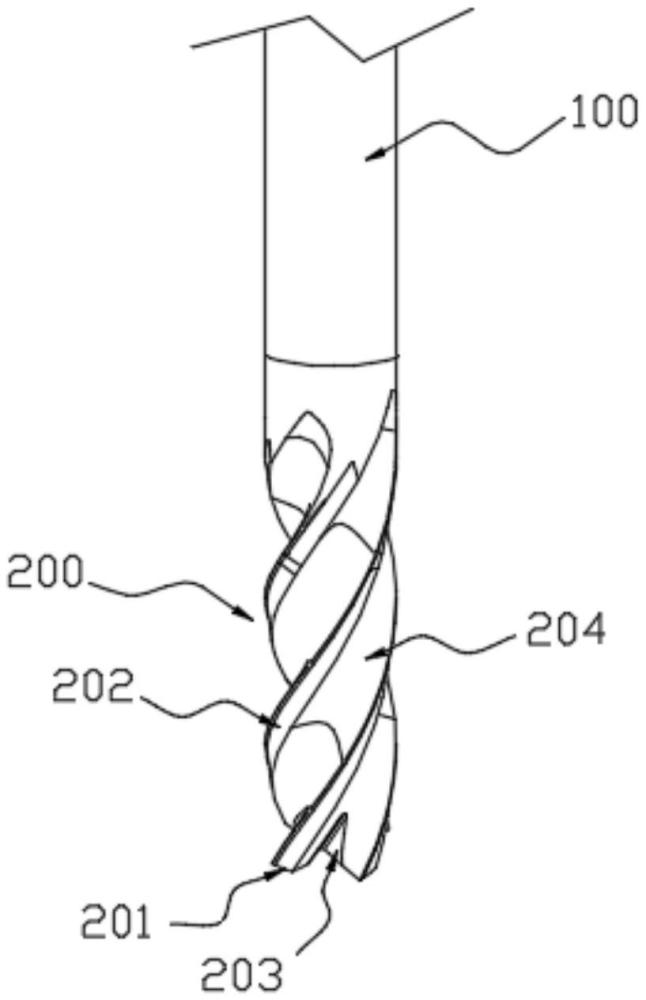
4、为解决上述技术问题,本实用新型提供如下技术方案:一种陶瓷刀具焊接结构,主要包括柄部和与柄部固定连接的切削部,所述柄部和切削部之间采用真空焊接炉和一种耐受温度可达到850℃的焊接剂焊接固定,所述切削部上设置有刀刃,所述刀刃包括端刃和与端刃相连接的侧刃,所述端刃上开设有引屑槽,所述端刃的前角角度为1~12°,所述端刃的后角角度为8~18°,相邻两个所述侧刃之间形成有排屑槽,排屑槽与引屑槽连通,所述排屑槽呈螺旋状,所述排屑槽宽度为侧刃宽度的0.9~1.3倍,所述侧刃的前角角度为-12~-2°,所述侧刃的后角角度为8~18°。
5、作为本实用新型所述陶瓷刀具焊接结构的一种优选方案,其中:所述排屑槽的螺旋角度为40~45°。
6、作为本实用新型所述陶瓷刀具焊接结构的一种优选方案,其中:所述切削部的材质为金属陶瓷,所述柄部材质为硬质合金。
7、作为本实用新型所述陶瓷刀具焊接结构的一种优选方案,其中:所述刀刃的数量为4-6个,沿圆周方向等角度均匀分布。
8、作为本实用新型所述陶瓷刀具焊接结构的一种优选方案,其中:所述端刃和侧刃之间通过圆弧过渡。
9、本实用新型的有益效果:
10、本实用新型中采用真空焊接炉和一种耐受温度可达到850℃的焊接剂将柄部和切削部焊接在一起,焊接后可满足强度要求,使得陶瓷刀具不易解体,降低陶瓷刀具的报废率,另外,通过引屑槽、排屑槽等的配合使用,能够及时排走断屑,从而能够加快切削部的散热,避免热量在切削部积累而导致切削部硬度降低,甚至断裂,能够进一步降低陶瓷刀具的报废率。
技术特征:
1.一种陶瓷刀具焊接结构,其特征在于,包括柄部(100)和与柄部(100)固定连接的切削部(200);
2.如权利要求1所述的陶瓷刀具焊接结构,其特征在于:所述排屑槽(204)的螺旋角度为40~45°。
3.如权利要求2所述的陶瓷刀具焊接结构,其特征在于:所述切削部(200)的材质为金属陶瓷,所述柄部(100)材质为硬质合金。
4.如权利要求1所述的陶瓷刀具焊接结构,其特征在于:所述刀刃的数量为4-6个,沿圆周方向等角度均匀分布。
5.如权利要求1所述的陶瓷刀具焊接结构,其特征在于:所述端刃(201)和侧刃(202)之间通过圆弧过渡。
技术总结
本技术公开了一种陶瓷刀具焊接结构,主要包括柄部和与柄部固定连接的切削部,柄部和切削部之间采用真空焊接炉和一种耐受温度可达到850℃的焊接剂焊接固定,切削部上设置有刀刃,刀刃包括端刃和与端刃相连接的侧刃,端刃上开设有引屑槽,端刃的前角角度为1~12°,端刃的后角角度为8~18°,相邻两个所述侧刃之间形成有排屑槽,排屑槽与引屑槽连通,排屑槽呈螺旋状,所述排屑槽宽度为侧刃宽度的0.9~1.3倍,侧刃的前角角度为-12~-2°,所述侧刃的后角角度为8~18°。本技术采用真空焊接炉和一种耐受温度可达到850℃的焊接剂将柄部和切削部焊接在一起,焊接后可满足强度要求,使得陶瓷刀具不易解体,且能够降低陶瓷刀具的报废率。
技术研发人员:李雪林
受保护的技术使用者:南京多特工具有限公司
技术研发日:20230705
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!