一种可调多功能组角刀的制作方法
本技术主要涉及组角刀的,具体为一种可调多功能组角刀。
背景技术:
1、组角机是高档断桥铝合金门窗生产专用设备,适用于角码结构型铝门窗90度角连接,有些地区也称挤角机,撞角机,边角机,根据可组角的不同,分为单头组角机,双头组角机,四头组角机,由组角油缸推动组角滑板,组角滑板向前运动,同时推动左右冲铆轴,由冲铆轴上的组角刀实现对铝门窗90度角连接。
2、由于传统门窗组装生产采用的是撞角生产工艺,其中撞角工艺就需要采用组角刀进行加工,而门窗组角质量的好坏松紧和组角刀的使用有很大的关系,目前市场上的断桥铝合金门窗的腔体都是采用双腔工艺,腔体内的组角角码的槽口不在一个垂直面上,而组角机上的组角刀安装是在一个直线的平面上,因此经常导致组角的角码不紧,而使得组角产生缝隙或者松动等质量问题。
技术实现思路
1、本实用新型技术方案针对现有技术解决方案过于单一的技术问题,提供了显著不同于现有技术的解决方案,具体地本实用新型主要提供了一种可调多功能组角刀,用以解决上述背景技术中提出的腔体内的组角角码的槽口不在一个垂直面上,而组角机上的组角刀安装是在一个直线的平面上,通常会导致组角角码不紧的技术问题。
2、本实用新型解决上述技术问题采用的技术方案为:
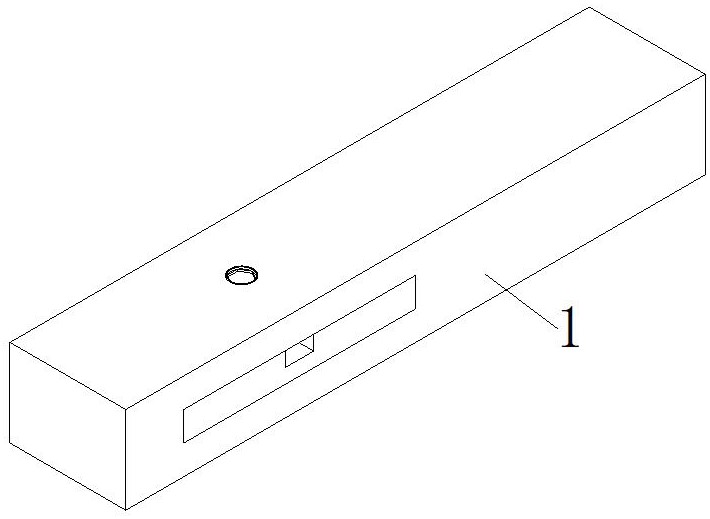
3、一种可调多功能组角刀,包括可调组角刀装置,所述可调组角刀装置包括组角刀体和组角刀头,所述组角刀体上设置有通孔,通孔与组角刀头相互契合,且所述通孔距离组角刀体前端为10mm。
4、进一步的,所述组角刀体的长、宽和高分别为100mm、20mm和15mm,所述组角刀体的上表面设置有螺丝孔,且螺丝孔下端和通孔连通。
5、进一步的,所述通孔的长、宽和高分别为40mm、20mm和5mm。
6、进一步的,所述组角刀头的长、宽和高分别为40mm、20mm和5mm,且所述组角刀头的上表面设置有顶丝槽,且顶丝槽的长度为20mm。
7、进一步的,所述螺丝孔啮合连接有顶丝,所述顶丝的直径为6mm或8mm,所述顶丝下端与顶丝槽相互配合。
8、与现有技术相比,本实用新型的有益效果为:
9、本实用新型通过组角刀体、组角刀头、通孔、螺丝孔、顶丝和顶丝槽之间的相互配合,实现了可以用于当前市场上断桥铝合金门窗腔体的双腔工艺,处理腔体内的组角角码的槽口不在一个垂直面上的问题,使得组角的角码连接更加紧密,有效的避免了组角产生缝隙或者松动等质量问题,具有一定的使用价值和应用前景。
10、以下将结合附图与具体的实施例对本实用新型进行详细的解释说明。
技术特征:
1.一种可调多功能组角刀,包括可调组角刀装置(1),其特征在于,所述可调组角刀装置(1)包括组角刀体(11)和组角刀头(12),所述组角刀体(11)上设置有通孔(13),通孔(13)与组角刀头(12)相互契合,且所述通孔(13)距离组角刀体(11)前端为10mm。
2.根据权利要求1所述的一种可调多功能组角刀,其特征在于,所述组角刀体(11)的长、宽和高分别为100mm、20mm和15mm,所述组角刀体(11)的上表面设置有螺丝孔(14),且螺丝孔(14)下端和通孔(13)连通。
3.根据权利要求1所述的一种可调多功能组角刀,其特征在于,所述通孔(13)的长、宽和高分别为40mm、20mm和5mm。
4.根据权利要求1所述的一种可调多功能组角刀,其特征在于,所述组角刀头(12)的长、宽和高分别为40mm、20mm和5mm,且所述组角刀头(12)的上表面设置有顶丝槽(16),且顶丝槽(16)的长度为20mm。
5.根据权利要求2所述的一种可调多功能组角刀,其特征在于,所述螺丝孔(14)啮合连接有顶丝(15),所述顶丝(15)的直径为6mm或8mm,所述顶丝(15)下端与顶丝槽(16)相互配合。
技术总结
本技术提供了一种可调多功能组角刀,属于组角刀的技术领域,包括可调组角刀装置,所述可调组角刀装置包括组角刀体和组角刀头,所述组角刀体上设置有通孔,通孔与组角刀头相互契合,且所述通孔距离组角刀体前端为10mm,通过本技术,实现了可以用于当前市场上断桥铝合金门窗腔体的双腔工艺,处理腔体内的组角角码的槽口不在一个垂直面上的问题,使得组角的角码连接更加紧密,有效的避免了组角产生缝隙或者松动等质量问题。
技术研发人员:郑重,汪怀光
受保护的技术使用者:芜湖市欣安建材科技有限公司
技术研发日:20230706
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!