焊接示教辅助工装及车辆焊接系统的制作方法
本技术涉及汽车焊接设备,具体涉及一种焊接示教辅助工装及车辆焊接系统。
背景技术:
1、汽车车身在焊接之前需要进行焊点示教,也即对焊点参数进行标定,包括焊点位置,电流强度等参数。现有技术中,焊点位置示教通过操作人员目视调整。由于目视调整会存在较大误差,因此对于多个焊点位置与工件边沿的距离难以保持一致。后续焊接时会产生焊点位置不整齐的问题,严重的时候产生边缘焊、半点焊的情况,影响车身质量。
技术实现思路
1、因此,本实用新型要解决的技术问题在于克服现有技术中的焊点位置示教采用目视调整,导致焊点位置存在误差的缺陷,从而提供一种焊接示教辅助工装及车辆焊接系统。
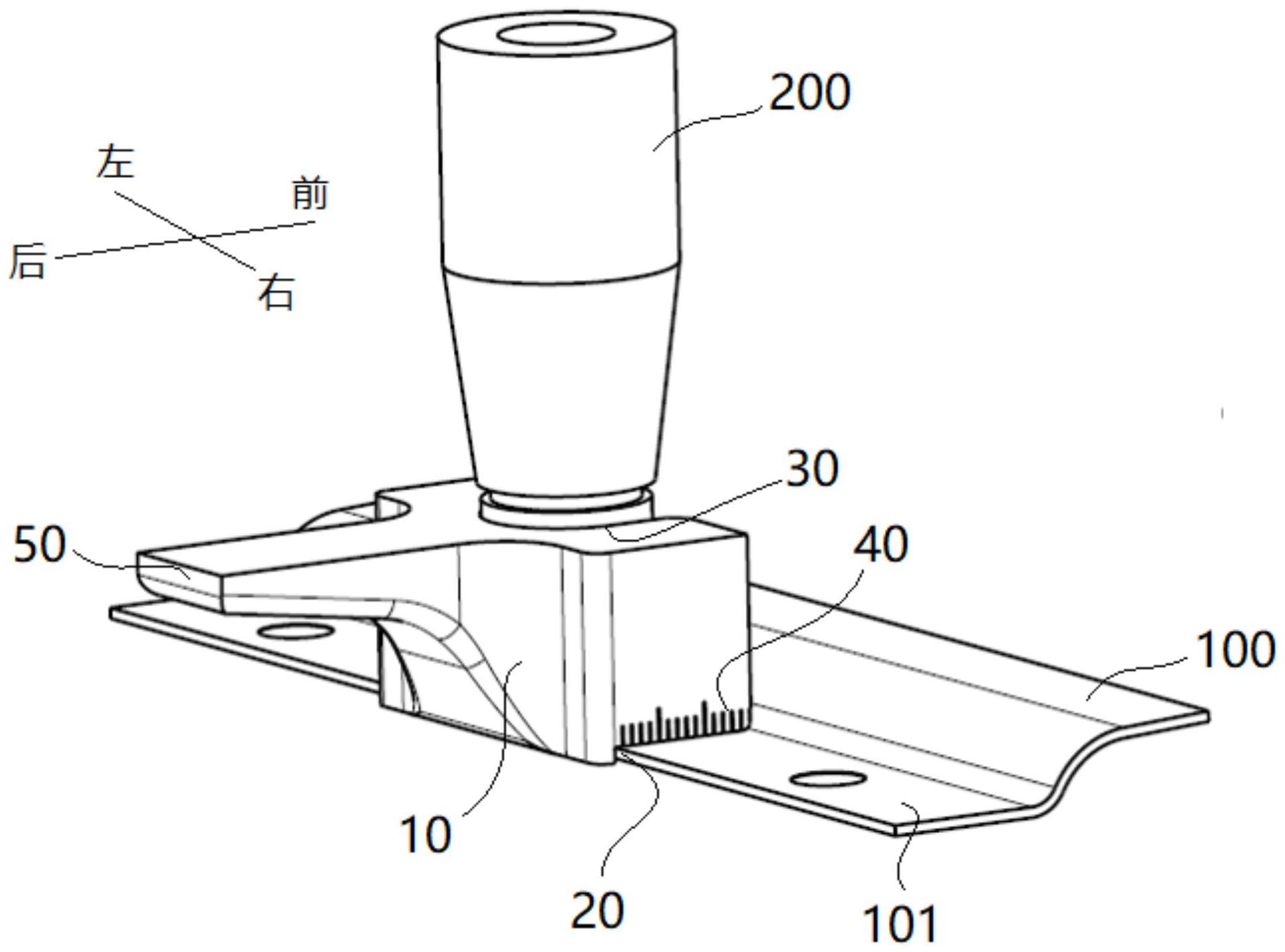
2、为了解决上述问题,本实用新型提供了一种焊接示教辅助工装,包括:块体;第一卡接部,设置在块体上,第一卡接部适于将块体定位在待焊接工件的边沿上;第二卡接部,设置在块体上,第二卡接部适于与焊枪配合,以控制焊枪在待焊接工件上形成的焊点至待焊接工件的边沿的距离。
3、可选地,第一卡接部包括设置在块体下表面的定位台阶,定位台阶的顶面适于与待焊接表面配合,并且定位台阶的顶面的形状与待焊接表面的形状适配,定位台阶的侧面适于与待焊接工件的边沿配合,并且定位台阶的侧面的形状与待焊接工件的边沿的形状适配,待焊接工件位钣金件。
4、可选地,定位台阶的顶面和侧面均为平面,待焊接表面为平面,待焊接工件的边沿为直边。
5、可选地,第二卡接部包括设置在块体上的卡槽,卡槽贯通块体的上下表面。
6、可选地,卡槽贯通块体的侧表面。
7、可选地,卡槽为弧形槽,卡槽适于与焊枪的电极杆配合,电极杆呈圆柱状结构。
8、可选地,卡槽为间隔设置的多个。
9、可选地,块体的侧表面的下部设置有刻度尺。
10、可选地,刻度尺位于第一卡接部的上方,刻度尺位于第二卡接部的侧部。
11、可选地,块体的侧部设置有把手。
12、可选地,块体为方形块。
13、本实用新型还提供了一种车辆焊接系统,包括上述的焊接示教辅助工装。
14、本实用新型具有以下优点:
15、利用本实用新型的技术方案,当进行焊点位置示教时,将块体置于待焊接工件上,使第一卡接部与待焊接工件的边沿配合,固定块体与待焊接工件的相对位置。然后使焊枪与第二卡接部配合,固定块体与焊枪的相对位置。因此焊枪与待焊接工件的边沿的相对位置被固定,也即能够控制焊枪在待焊接工件上形成的焊点至待焊接工件的边沿的距离,在示教多个焊点时,能够保证多个焊点的位置与待焊接工件的边沿距离统一,防止出现边缘焊、半点焊的情况。因此本实用新型的技术方案解决了现有技术中的焊点位置示教采用目视调整,导致焊点位置存在误差的缺陷。
技术特征:
1.一种焊接示教辅助工装,其特征在于,包括:
2.根据权利要求1所述的焊接示教辅助工装,其特征在于,所述第一卡接部(20)包括设置在所述块体(10)下表面的定位台阶,所述定位台阶的顶面适于与待焊接表面(101)配合,并且所述定位台阶的顶面的形状与所述待焊接表面(101)的形状适配,所述定位台阶的侧面适于与待焊接工件(100)的边沿配合,并且所述定位台阶的侧面的形状与所述待焊接工件(100)的边沿的形状适配。
3.根据权利要求2所述的焊接示教辅助工装,其特征在于,所述定位台阶的顶面和侧面均为平面,所述待焊接表面(101)为平面,所述待焊接工件(100)的边沿为直边。
4.根据权利要求1至3中任一项所述的焊接示教辅助工装,其特征在于,所述第二卡接部(30)包括设置在所述块体(10)上的卡槽,所述卡槽贯通所述块体(10)的上下表面。
5.根据权利要求4所述的焊接示教辅助工装,其特征在于,所述卡槽贯通所述块体(10)的侧表面。
6.根据权利要求4所述的焊接示教辅助工装,其特征在于,所述卡槽为弧形槽,所述卡槽适于与焊枪(200)的电极杆配合,所述电极杆呈圆柱状结构。
7.根据权利要求4所述的焊接示教辅助工装,其特征在于,所述卡槽为间隔设置的多个。
8.根据权利要求1至3中任一项所述的焊接示教辅助工装,其特征在于,所述块体(10)的侧表面的下部设置有刻度尺(40)。
9.根据权利要求8所述的焊接示教辅助工装,其特征在于,所述刻度尺(40)位于所述第一卡接部(20)的上方,并且所述刻度尺(40)位于所述第二卡接部(30)的侧部。
10.根据权利要求1至3中任一项所述的焊接示教辅助工装,其特征在于,所述块体(10)的侧部设置有把手(50)。
11.一种车辆焊接系统,其特征在于,包括如权利要求1至10中任一项所述的焊接示教辅助工装。
技术总结
本技术提供了一种焊接示教辅助工装及车辆焊接系统,其中,焊接示教辅助工装包括:块体;第一卡接部,设置在块体上,第一卡接部适于将块体定位在待焊接工件的边沿上;第二卡接部,设置在块体上,第二卡接部适于与焊枪配合,以控制焊枪在待焊接工件上形成的焊点至待焊接工件的边沿的距离。当进行焊点位置示教时,将块体置于待焊接工件上,使第一卡接部与待焊接工件配合,固定块体与待焊接工件的相对位置。然后使焊枪与第二卡接部配合,固定块体与焊枪的相对位置。因此焊枪与待焊接工件的相对位置被固定,在示教多个焊点时,能够保证多个焊点的位置与待焊接工件的边沿距离统一,防止出现边缘焊、半点焊的情况。
技术研发人员:黄伟杰,宋凤涛
受保护的技术使用者:集度科技(武汉)有限公司
技术研发日:20230705
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!