一种专用于液冷CDU管道焊接组对自动化系统的制作方法
本技术涉及液冷cdu管道焊接组对,具体涉及一种专用于液冷cdu管道焊接组对自动化系统。
背景技术:
1、在液冷机柜中为了实现冷却介质的便捷流动,需要借助液冷cdu管道来对冷却介质进行导流,而液冷机柜中的液冷cdu管道在使用时需要进行焊接组对。
2、目前在对液冷机柜中的液冷cdu管道进行焊接组对时,主要是先通过预制法兰来实现液冷cdu管道的对接,然后再通过人工焊接的方式来实现液冷cdu管道的组对,这种焊接组对方式下虽然也能够实现对液冷cdu管道的焊接组对,但是采用预制法兰的方式来实现液冷cdu管道的组对,会使得液冷cdu管道的焊接组对过程较为繁琐,从而大大降低液冷cdu管道的焊接组对效率,同时还容易因对接过程中偏差较大而导致液冷cdu管道最终的焊接质量较差。
技术实现思路
1、(一)要解决的技术问题
2、本实用新型所要解决的技术问题是针对现有技术的现状,提供一种组对效率高,精度好的专用于液冷cdu管道焊接组对自动化系统。
3、(二)技术方案
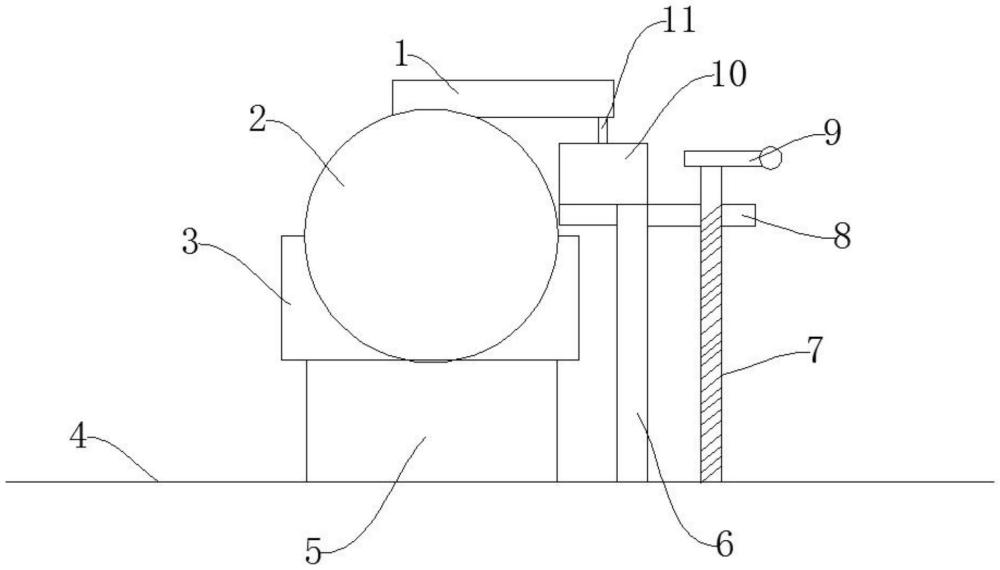
4、本实用新型通过如下技术方案实现:本实用新型提出了一种专用于液冷cdu管道焊接组对自动化系统,包括u型定位支撑件,所述u型定位支撑件上侧放置有工件,所述工件上方布设有压条,所述压条一侧通过连接轴连接有锁紧气缸,所述锁紧气缸底端固定有气缸支撑板,所述气缸支撑板上位于所述锁紧气缸一侧安装有丝杆,所述丝杆顶端连接有旋杆,所述气缸支撑板上位于所述锁紧气缸处布设有竖向的滑轨,所述u型定位支撑件底端固定有u型定位支撑件卡板,所述u型定位支撑件卡板底端设置有工作平台。
5、进一步的,所述工件即为待焊接组对的液冷cdu管道,所述压条与所述工件接触部位为弧形结构。
6、通过采用上述技术方案,这样设计可以确保所述压条在压紧时与所述工件外壁的充分接触。
7、进一步的,所述u型定位支撑件与所述u型定位支撑件卡板插接,所述u型定位支撑件卡板与所述工作平台螺栓连接。
8、通过采用上述技术方案,所述u型定位支撑件主要用来实现液冷cdu管道的可靠限位,且所述u型定位支撑件的尺寸与液冷cdu管道的尺寸相匹配。
9、进一步的,所述压条采用缓冲胶垫制成,所述连接轴与所述压条转动连接,所述连接轴与所述锁紧气缸螺栓连接。
10、通过采用上述技术方案,在所述连接轴的作用下可以实现所述压条相对于所述锁紧气缸的便捷转动调节,且所述压条的最大转动角度为90°。
11、进一步的,所述锁紧气缸与所述气缸支撑板螺栓连接,所述气缸支撑板与所述滑轨滑动连接。
12、通过采用上述技术方案,所述锁紧气缸为高精度气缸,确保能够实现对液冷cdu管道的精准压紧。
13、进一步的,所述丝杆与所述气缸支撑板螺纹连接,所述丝杆与所述旋杆焊接。
14、通过采用上述技术方案,转动所述丝杆能够实现所述气缸支撑板的便捷移动调节。
15、进一步的,所述滑轨与所述工作平台螺栓连接,所述丝杆与所述工作平台转动连接。
16、通过采用上述技术方案,所述滑轨能够为所述气缸支撑板在移动时进行导向。
17、(三)有益效果
18、本实用新型相对于现有技术,具有以下有益效果:
19、为解决目前在对液冷机柜中的液冷cdu管道进行焊接组对时,主要是先通过预制法兰来实现液冷cdu管道的对接,然后再通过人工焊接的方式来实现液冷cdu管道的组对,这种焊接组对方式下虽然也能够实现对液冷cdu管道的焊接组对,但是采用预制法兰的方式来实现液冷cdu管道的组对,会使得液冷cdu管道的焊接组对过程较为繁琐,从而大大降低液冷cdu管道的焊接组对效率,同时还容易因对接过程中偏差较大而导致液冷cdu管道最终的焊接质量较差的问题,本实用新型在使用时可以直接将待组对的液冷cdu管道放置在相应的u型定位支撑件上,然后通过锁紧气缸带动压条下移来实现对工件的快速压紧固定,在该种组对方式下工件的组对压紧效率高,且组对精度好,从而提升了液冷cdu管道的焊接组对效率以及后续的焊接质量。
技术特征:
1.一种专用于液冷cdu管道焊接组对自动化系统,其特征在于:包括u型定位支撑件(3),所述u型定位支撑件(3)上侧放置有工件(2),所述工件(2)上方布设有压条(1),所述压条(1)一侧通过连接轴(11)连接有锁紧气缸(10),所述锁紧气缸(10)底端固定有气缸支撑板(8),所述气缸支撑板(8)上位于所述锁紧气缸(10)一侧安装有丝杆(7),所述丝杆(7)顶端连接有旋杆(9),所述气缸支撑板(8)上位于所述锁紧气缸(10)处布设有竖向的滑轨(6),所述u型定位支撑件(3)底端固定有u型定位支撑件卡板(5),所述u型定位支撑件卡板(5)底端设置有工作平台(4)。
2.根据权利要求1所述的一种专用于液冷cdu管道焊接组对自动化系统,其特征在于:所述工件(2)即为待焊接组对的液冷cdu管道,所述压条(1)与所述工件(2)接触部位为弧形结构。
3.根据权利要求1所述的一种专用于液冷cdu管道焊接组对自动化系统,其特征在于:所述u型定位支撑件(3)与所述u型定位支撑件卡板(5)插接,所述u型定位支撑件卡板(5)与所述工作平台(4)螺栓连接。
4.根据权利要求1所述的一种专用于液冷cdu管道焊接组对自动化系统,其特征在于:所述压条(1)采用缓冲胶垫制成,所述连接轴(11)与所述压条(1)转动连接,所述连接轴(11)与所述锁紧气缸(10)螺栓连接。
5.根据权利要求1所述的一种专用于液冷cdu管道焊接组对自动化系统,其特征在于:所述锁紧气缸(10)与所述气缸支撑板(8)螺栓连接,所述气缸支撑板(8)与所述滑轨(6)滑动连接。
6.根据权利要求1所述的一种专用于液冷cdu管道焊接组对自动化系统,其特征在于:所述丝杆(7)与所述气缸支撑板(8)螺纹连接,所述丝杆(7)与所述旋杆(9)焊接。
7.根据权利要求1所述的一种专用于液冷cdu管道焊接组对自动化系统,其特征在于:所述滑轨(6)与所述工作平台(4)螺栓连接,所述丝杆(7)与所述工作平台(4)转动连接。
技术总结
本技术公开了一种专用于液冷CDU管道焊接组对自动化系统,包括U型定位支撑件,所述U型定位支撑件上侧放置有工件,所述工件上方布设有压条,所述压条一侧通过连接轴连接有锁紧气缸,所述锁紧气缸底端固定有气缸支撑板,所述气缸支撑板上位于所述锁紧气缸一侧安装有丝杆。有益效果在于:本技术在使用时可以直接将待组对的液冷CDU管道放置在相应的U型定位支撑件上,然后通过锁紧气缸带动压条下移来实现对工件的快速压紧固定,在该种组对方式下工件的组对压紧效率高,且组对精度好,从而提升了液冷CDU管道的焊接组对效率以及后续的焊接质量。
技术研发人员:曲希亮,刘威,吴少杰
受保护的技术使用者:北京奕信通科技有限公司
技术研发日:20230707
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!