一种自动化高频感应焊接设备的制作方法
本技术涉及焊接自动化,特别涉及一种自动化高频感应焊接设备。
背景技术:
1、新能源汽车上的输出极铜巴、铜排和铜铝搭接排,其加工生产都需要使用到焊接工艺。目前,此类产品多采用传统高频感应焊接机配合对应的工装夹具进行焊接。焊接过程中,产品暴露在空气中且没有防护,容易造成产品表层在高温焊接过程中出现氧化,以及因焊接温度不稳定,影响焊接质量等问题。另外,传统焊接方式下,多是将产品浸在水中进行降温,而对应的工装夹具在连续焊接过程中也会残留大量的热量,这些热量在持续焊接过程中还会持续增加,再加上本身焊接温度后,实际焊接温度会高于预设的焊接温度,会对产品焊接质量及表面镀层造成损伤进而影响产品质量和外观。这种传统的高频感应钎焊工艺不能满足工件外观要求,焊接质量稳定性不足,也不能满足快速生产,而且工件在焊接夹具上拆卸和安装也麻烦,十分影响生产效率。
2、所以,针对现有技术存在的不足,有必要设计一种自动化高频感应焊接设备,以解决上述问题。
技术实现思路
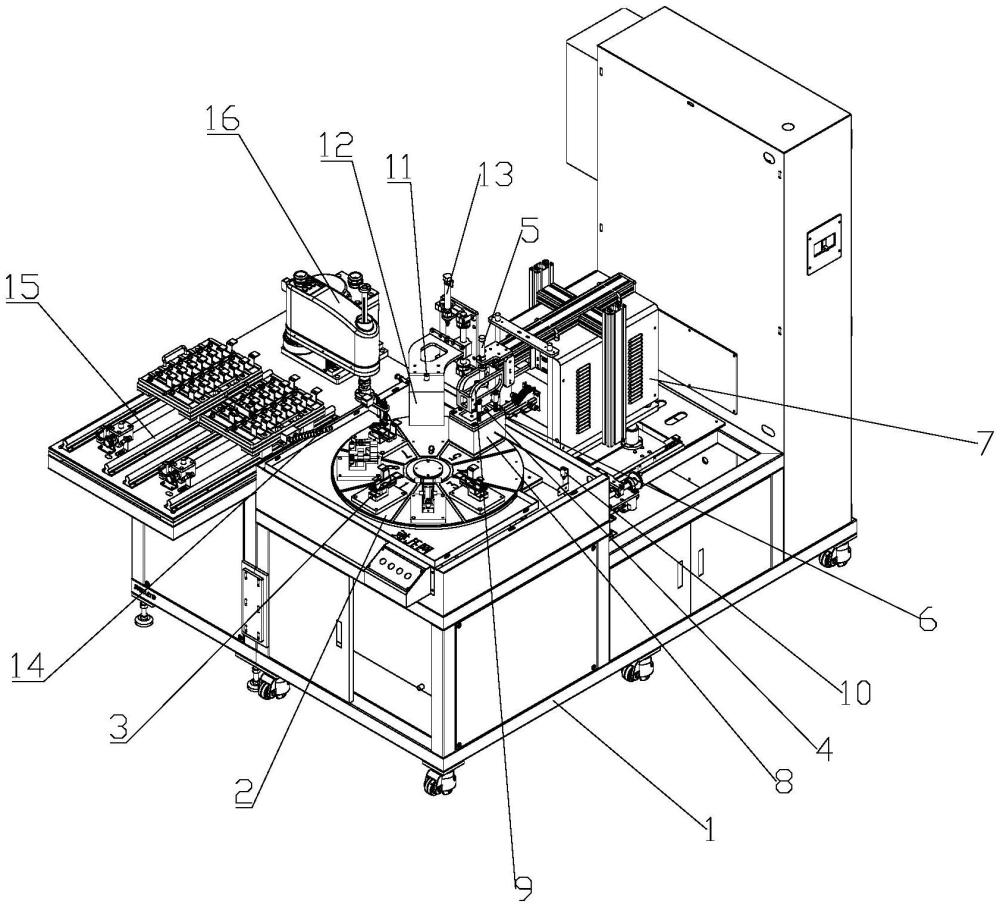
1、为克服上述现有技术中的不足,本实用新型目的在于提供一种自动化高频感应焊接设备。为实现上述目的及其他相关目的,本实用新型提供的技术方案是:一种自动化高频感应焊接设备,包括机架,所述机架上设有多工位旋转工作台,所述多工位旋转工作台上沿周向设有多个夹具,针对各个所述夹具及所述夹具的活动路径,所述机架上依次设有进料工位、焊接工位、降温工位、干燥工位和出料工位。
2、优选的技术方案为:所述进料工位包括进料机械手,所述进料机械手用于将组装好的产品从设备外部抓取至工位对应的所述夹具上定位。
3、优选的技术方案为:所述焊接工位包括压料管、压料管驱动气缸、密封罩、加热线圈、高频焊接机、氮气充气装置和三轴驱动系统构成,所述三轴驱动系统固设于所述机架上并用于驱动所述高频焊接机上下、左右或前后移动,所述加热线圈固设于所述高频焊接机的一侧,所述压料管驱动气缸通过安装支架固设于所述高频焊接机的一侧并与所述加热线圈上下同轴设置,所述压料管穿设于所述密封罩的顶侧并由所述压料管驱动气缸驱动上下运动,所述密封罩固设于所述安装支架的底侧并罩设于所述加热线圈的外围,所述氮气充气装置通过管路和所述密封罩连接并用于向所述密封罩内充入氮气。
4、优选的技术方案为:所述密封罩的侧壁上设有自底部向上延伸的避位缺口,所述避位缺口和所述加热线圈对应匹配设置。
5、优选的技术方案为:所述焊接工位还包括红外温度传感器和光纤传感器,所述红外温度传感器用于检测工位对应的所述夹具上的产品焊接温度,所述光纤传感器用于检测工位对应的所述夹具上是否定位有产品。
6、优选的技术方案为:所述降温工位包括喷淋头、防溅罩和防溅罩驱动气缸,所述喷淋头用于向工位对应的所述夹具和产品喷水降温,所述防溅罩驱动气缸用于驱动所述防溅罩罩设于工位对应的所述夹具上。
7、优选的技术方案为:所述干燥工位包括喷气嘴,所述喷气嘴用于向工位对应的所述夹具上的产品喷气干燥。
8、优选的技术方案为:所述出料工位包括出料机械手和双滑台收料盘,所述出料机械手用于将产品从工位对应的所述夹具上吸取至所述双滑台收料盘中,所述双滑台收料盘用于将整盘产品从设备内部送出。
9、优选的技术方案为:所述进料机械手和所述出料机械手单独设置或共用同一只机械手。
10、优选的技术方案为:所述夹具包括治具底板和治具座,所述治具底板固设于所述多工位旋转工作台上,所述治具座固设于所述治具底板上,所述治具座上形成有用于减少与产品接触的避位空间,所述治具座上设有用于定位产品的限位柱和用于支撑定位焊接位置的支撑定位柱。由于上述技术方案运用,本实用新型具有的有益效果为:
11、1.本实用新型提供的一种自动化高频感应焊接设备,通过在焊接工位设置密封罩和氮气充气装置,使得产品在氮气环境中焊接,以保护产品外观。
12、2.本实用新型提供的一种自动化高频感应焊接设备,通过在降温工位设置喷淋头和防溅罩,一方面对焊接后的产品进行喷淋冷却,以减少冷却等待时间,提高加工效率;另一方面对焊接后的夹具进行喷淋冷却,以避免持续焊接过程中,夹具残留的高温会对产品表面镀层造成损伤的问题。
13、3.本实用新型提供的一种自动化高频感应焊接设备,通过在干燥工位设置喷气嘴,对完成冷却后的产品喷气干燥,以减少干燥等待时间,提高加工效率。
技术特征:
1.一种自动化高频感应焊接设备,包括机架,其特征在于:所述机架上设有多工位旋转工作台,所述多工位旋转工作台上沿周向设有多个夹具,针对各个所述夹具及所述夹具的活动路径,所述机架上依次设有进料工位、焊接工位、降温工位、干燥工位和出料工位。
2.根据权利要求1所述的一种自动化高频感应焊接设备,其特征在于:所述进料工位包括进料机械手,所述进料机械手用于将组装好的产品从设备外部抓取至工位对应的所述夹具上定位。
3.根据权利要求1所述的一种自动化高频感应焊接设备,其特征在于:所述焊接工位包括压料管、压料管驱动气缸、密封罩、加热线圈、高频焊接机、氮气充气装置和三轴驱动系统构成,所述三轴驱动系统固设于所述机架上并用于驱动所述高频焊接机上下、左右或前后移动,所述加热线圈固设于所述高频焊接机的一侧,所述压料管驱动气缸通过安装支架固设于所述高频焊接机的一侧并与所述加热线圈上下同轴设置,所述压料管穿设于所述密封罩的顶侧并由所述压料管驱动气缸驱动上下运动,所述密封罩固设于所述安装支架的底侧并罩设于所述加热线圈的外围,所述氮气充气装置通过管路和所述密封罩连接并用于向所述密封罩内充入氮气。
4.根据权利要求3所述的一种自动化高频感应焊接设备,其特征在于:所述密封罩的侧壁上设有自底部向上延伸的避位缺口,所述避位缺口和所述加热线圈对应匹配设置。
5.根据权利要求3所述的一种自动化高频感应焊接设备,其特征在于:所述焊接工位还包括红外温度传感器和光纤传感器,所述红外温度传感器用于检测工位对应的所述夹具上的产品焊接温度,所述光纤传感器用于检测工位对应的所述夹具上是否定位有产品。
6.根据权利要求1所述的一种自动化高频感应焊接设备,其特征在于:所述降温工位包括喷淋头、防溅罩和防溅罩驱动气缸,所述喷淋头用于向工位对应的所述夹具和产品喷水降温,所述防溅罩驱动气缸用于驱动所述防溅罩罩设于工位对应的所述夹具上。
7.根据权利要求1所述的一种自动化高频感应焊接设备,其特征在于:所述干燥工位包括喷气嘴,所述喷气嘴用于向工位对应的所述夹具上的产品喷气干燥。
8.根据权利要求2所述的一种自动化高频感应焊接设备,其特征在于:所述出料工位包括出料机械手和双滑台收料盘,所述出料机械手用于将产品从工位对应的所述夹具上吸取至所述双滑台收料盘中,所述双滑台收料盘用于将整盘产品从设备内部送出。
9.根据权利要求8所述的一种自动化高频感应焊接设备,其特征在于:所述进料机械手和所述出料机械手单独设置或共用同一只机械手。
10.根据权利要求1所述的一种自动化高频感应焊接设备,其特征在于:所述夹具包括治具底板和治具座,所述治具底板固设于所述多工位旋转工作台上,所述治具座固设于所述治具底板上,所述治具座上形成有用于减少与产品接触的避位空间,所述治具座上设有用于定位产品的限位柱和用于支撑定位焊接位置的支撑定位柱。
技术总结
一种自动化高频感应焊接设备,包括机架,机架上设有多工位旋转工作台,多工位旋转工作台上沿周向设有多个夹具,针对各个夹具及夹具的活动路径,机架上依次设有进料工位、焊接工位、降温工位、干燥工位和出料工位。本方案通过在焊接工位设置密封罩和氮气充气装置,使产品在氮气环境中焊接以保护产品外观;通过在降温工位设置喷淋头,对焊接后的产品进行喷淋冷却以减少冷却时间,提高加工效率;且同时对夹具进行喷淋冷却,可避免夹具在持续焊接过程中残留的温度越来越高,进而使得实际焊接温度相较设定的额定焊接温度持续增高,对产品焊接质量以及表面镀层造成损伤的问题;通过在干燥工位设置喷气嘴,以减少干燥时间,提高加工效率。
技术研发人员:葛杨波,周元元,项飞,杨佳
受保护的技术使用者:昆山维开安电子科技有限公司
技术研发日:20230707
技术公布日:2024/4/24
- 还没有人留言评论。精彩留言会获得点赞!