一种一体压铸件可翻转夹具的制作方法
本技术涉及压铸,具体地说,涉及一种一体压铸件可翻转夹具。
背景技术:
1、汽车一体化压铸是一种将压力铸造和精密加工结合在一起的制造技术,可以将汽车零部件从传统的分步制造方式转变为一次成型,从而提高生产效率和产品质量。
2、例如新能源一体压铸后地板,具有加工特征多、加工角度多、对称特征多,零件壁厚小等特点。现有技术工艺搭配的机型为单主轴龙门五轴机床,采用两序夹具分别加工正面和反面的加工特征,两序加工浪费大量的机械手装夹时间,机械手等待时间,换刀时间,且转序重复定位精度差,夹具成本以及多台机床成本高等问题,此工艺方案在新崛起的新能源领域中竞争力低下。
技术实现思路
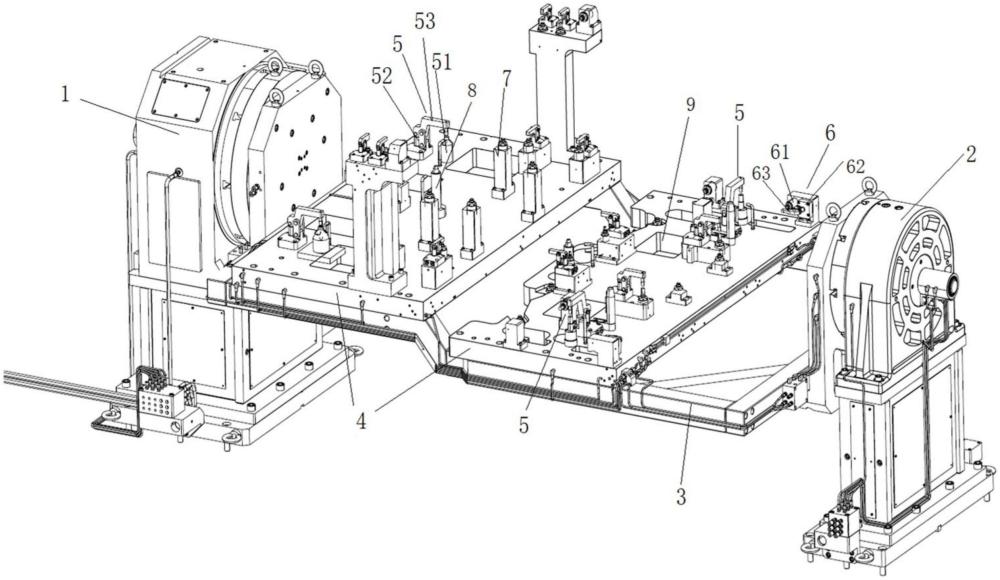
1、为解决以上问题,本申请公开一种一体压铸件可翻转夹具,包括:
2、夹持装置,所述夹持装置包括:
3、夹持翻转机构,用于夹持桥板,并可带动桥板旋转;
4、桥板,呈框架结构;
5、底板,安装于所述桥板上,用于安装待加工压铸件;
6、主压紧机构,包括z向定位座和主压紧油缸,所述z向定位座用于支撑在压铸件一面,所述主压紧油缸的活塞杆端部与主压杆的一端连接,主压杆的中部与主压紧油缸的缸筒铰接,主压杆的另一端在主压紧油缸的驱动下压在压铸件的另一面,所述z向是垂直于底板的方向;
7、浮动定位销,其端部沿z向浮动的插入在压铸件上的x、y方向定位预铸孔,所述x、y方向是平行于所述底板的方向。
8、可选地,还包括辅助压紧机构,所述辅助压紧机构包括浮动支撑器、辅助压紧油缸和辅助压杆,辅助压紧油缸的活塞杆与辅助压杆的一端连接,辅助压杆的中部与辅助压紧油缸的缸筒铰接,辅助压杆的另一端与浮动支撑器来结合夹持压铸件上的结构。
9、可选地,还具有多个单独的浮动支撑器,分别支撑在压铸件的所述一面和侧面,每一浮动支撑器采用帕斯卡的csy油压升起型浮动支撑器,以使得支撑端接触到产品后自锁固定位置。
10、可选地,所述浮动定位销包括底座以及镶嵌在底座内的弹簧,在所述弹簧的上端安装有浮动销,所述浮动销的下端被限制在底座内。
11、可选地,所述桥板是用方管焊接而成的与压铸件形状匹配的框架结构。
12、可选地,在底板内部具有连接各油缸的油路。
13、可选地,所述夹持翻转机构包括四轴转台和四轴尾座,所述桥板一端与四轴转台连接,另一端与四轴尾座连接。
14、可选地,还包括双主轴龙门五轴机床,具有两个独立主轴,两个主轴分别位于四轴转台的旋转轴线两侧。
15、可选地,在所述底板上设置有加工通孔,以供主轴穿过加工压铸件。
16、本申请的一体压铸件可翻转夹具具有以下有益效果:
17、(1)四轴转台一序装夹即可任意角度旋转加工全部特征,无需转序装夹加工。
18、(2)双主轴可以将所有的对称特征同步加工到位。
19、(3)非对称特征可以一主轴加工的同时另一主轴换刀,大量减少换刀时间。
20、(4)四轴转台配合双主轴五轴机床全程实现自动化且360°无死角加工,加工效率高。
技术特征:
1.一种一体压铸件可翻转夹具,其特征在于,包括:
2.根据权利要求1所述的一体压铸件可翻转夹具,其特征在于,还包括辅助压紧机构,所述辅助压紧机构包括浮动支撑器、辅助压紧油缸和辅助压杆,辅助压紧油缸的活塞杆与辅助压杆的一端连接,辅助压杆的中部与辅助压紧油缸的缸筒铰接,辅助压杆的另一端与浮动支撑器来结合夹持压铸件上的结构。
3.根据权利要求2所述的一体压铸件可翻转夹具,其特征在于,还具有多个单独的浮动支撑器,分别支撑在压铸件的所述一面和侧面,每一浮动支撑器采用帕斯卡的csy油压升起型浮动支撑器,以使得支撑端接触到产品后自锁固定位置。
4.根据权利要求1所述的一体压铸件可翻转夹具,其特征在于,所述浮动定位销包括底座以及镶嵌在底座内的弹簧,在所述弹簧的上端安装有浮动销,所述浮动销的下端被限制在底座内。
5.根据权利要求1所述的一体压铸件可翻转夹具,其特征在于,所述桥板是用方管焊接而成的与压铸件形状匹配的框架结构。
6.根据权利要求1所述的一体压铸件可翻转夹具,其特征在于,
7.根据权利要求1所述的一体压铸件可翻转夹具,其特征在于,所述夹持翻转机构包括四轴转台和四轴尾座,所述桥板一端与四轴转台连接,另一端与四轴尾座连接。
8.根据权利要求7所述的一体压铸件可翻转夹具,其特征在于,还包括双主轴龙门五轴机床,具有两个独立主轴,两个主轴分别位于四轴转台的旋转轴线两侧。
9.根据权利要求1所述的一体压铸件可翻转夹具,其特征在于,在所述底板上设置有加工通孔,以供主轴穿过加工压铸件。
技术总结
本申请公开一种一体压铸件可翻转夹具,包括:双主轴龙门五轴机床,具有两个独立主轴;夹持装置,夹持装置包括:夹持翻转机构,用于夹持桥板,可带动桥板旋转;桥板,呈框架结构;底板,安装于桥板上,用于安装待加工压铸件;主压紧机构,包括Z向定位座和主压紧油缸,Z向定位座用于支撑在压铸件一面,主压紧油缸活塞杆端部与主压杆一端连接,主压杆中部与主压紧油缸缸筒铰接,主压杆另一端在主压紧油缸的驱动下压在压铸件的另一面,Z向是垂直于底板;浮动定位销,其端部沿Z向浮动的插入在压铸件上的X、Y方向定位预铸孔,X、Y方向是平行于底板的方向。本申请可一序装夹即可任意角度旋转加工全部特征,无需转序装夹加工,加工效率高。
技术研发人员:刘卓铭,潘玲玲,刘相尚,廖小辉
受保护的技术使用者:深圳领威科技有限公司
技术研发日:20230710
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!