一种超高压力石墨棒成型机的制作方法
本技术一种超高压力石墨棒成型机属于高温材料加工设施领域,涉及石墨粉通过超高压高温成型的设备。
背景技术:
1、石墨棒,利用石墨粉高温高压成型或者石墨原矿经过透刀加工而成的圆柱体,通常用于高压电极、冶炼炉电极、酸性液体加热等。现有加工石墨棒的企业,由于成本问题、大部分都是采用的石墨废料经过粉碎后挤压成石墨棒。目前,制作石墨棒所使用的挤压机都是采用的单活塞杆,由于加工石墨棒的挤压机活塞杆的直径需要大于石墨棒的直径一倍以上才能将石墨粉挤压成型,活塞杆的直径越大所需要的压力就越大,因此需要大推力的油缸以及大流量的油泵才能完成。目前市场上的油缸及油泵最大压力的为32mpa/cm2,但是挤压出来的石墨棒的强度依然不是很好,如果加大油缸的直径以及油泵的流量、那么设备的成本就会翻倍。
2、申请号:2020203982116一种高压双椎管石墨棒加工设施属于加工设施领域,在底座上面横向水平安装圆柱形成型管、在成型管左边的上面设置进料开口、进料开口的上面安装梯形料斗、成型管右边的上面安装螺旋形恒温加热管、成型管的左边纵向水平安装圆柱形高压油缸,在底座的前面设置长方形液压油箱、在液压油箱上面设置长方形电控换向阀及油泵、油泵通过油管与电控换向阀连接、电控换向阀通过油管与高压油缸连接,当石墨粉经料斗底部进入成型管内部后、高压油缸的活塞杆在液压油的作用下将石墨粉推至一级椎管进行初级压缩及加温、待活塞杆再次将石墨粉推至一级椎管后一级椎管内部的石墨粉被推至二级椎管里面再次加压成型。
3、上述现有技术就是使用了单活塞杆的液压油缸,挤压出来的石墨棒的强度不是很好。综上,需要一种成本低、超高压力成型管、多活塞杆联动挤压的超高压成型机的出现。
技术实现思路
1、本实用新型一种超高压力石墨棒成型机提供了加长压缩管、加长成型管、多根下料管同步下料、多根活塞杆同步挤压的石墨棒成设备。
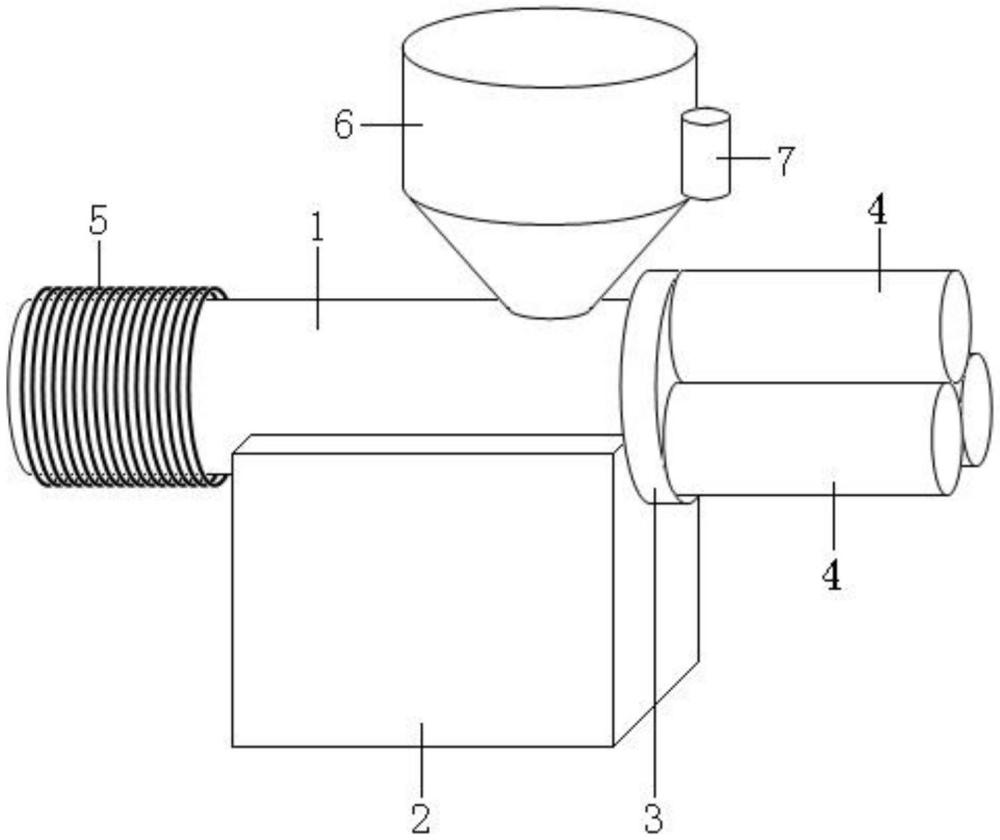
2、本实用新型的技术方案如下,一种超高压力石墨棒成型机包括机体,所述机体与底座、托盘、发热管、下料管、推料管、压缩管、成型管固定连接,所述托盘与油缸固定连接,所述下料管与料仓固定连接,所述料仓与振动器固定连接,所述油缸的左腔和右腔分别通过高压油管与电控换向阀的前通道及后通道固定连接,所述电控换向阀通过高压油管与液压泵站连接,所述发热管、振动器、电控换向阀分别通过电源线与大功率控制器连接,所述大功率控制器安装于配电柜上面。
3、进一步,所述机体为圆筒状、底部安装了底座,机体左边的内部设置的成型管为圆筒状、左边的外部设置的发热管为螺旋形,机体内部的中部设置的压缩管为左小右大的锥形管、压缩管的左边与成型管的右边连接、压缩管左边的直径为右边直径的1/2、压缩管的长度大于30cm,机体右边的内部依中心为基点向外缘呈三个120°散开设置的三个推料管为圆筒状,三个推料管的左边与压缩管的右边连接,三个推料管的右边延伸至安装于机体右侧面圆盘状托盘的右边,三个推料管的截面积之和小于压缩管右边的截面积,三个推料管的中部分别向上延伸至机体的上面设置的三个下料管为圆筒状,三个下料管的上面与圆锥形料仓的底部连接,料仓的侧面安装振动器。
4、进一步,所述油缸为圆柱形、油缸活塞杆的截面积为油缸内腔截面积的1/4-1/5之间,三根油缸呈品字形排列安装于托盘的右边,三根油缸左边的活塞杆分别延伸至三个推料管右边的内部。
5、有益效果:目前单活塞杆加工石墨棒的挤压机、活塞杆的直径需要大于石墨棒的直径一倍以上才能将石墨粉挤压成型,因此需要大推力的油缸以及大流量的油泵才能完成。目前市场上的油缸及油泵最大压力的为32mpa/cm2,但是挤压出来的石墨棒的强度依然不是很好,如果加大油缸的直径以及油泵的流量、那么设备的成本就会翻倍。
6、一种超高压力石墨棒成型机采用了加长压缩管、加长成型管、多根下料管同步下料、多根活塞杆同步挤压石墨粉的设备,多根活塞杆同步挤压会使压缩管内部的压力翻倍,实现了制作价格低廉、小直径油缸的压力叠加成为超高压力的石墨棒成型机。
技术特征:
1.一种超高压力石墨棒成型机,包括机体,其特征是所述机体与底座、托盘、发热管、下料管、推料管、压缩管、成型管固定连接,所述托盘与油缸固定连接,所述下料管与料仓固定连接,所述料仓与振动器固定连接,所述油缸的左腔和右腔分别通过高压油管与电控换向阀的前通道及后通道固定连接,所述电控换向阀通过高压油管与液压泵站连接,所述发热管、振动器、电控换向阀分别通过电源线与大功率控制器连接,所述大功率控制器安装于配电柜上面。
2.根据权利要求1所述一种超高压力石墨棒成型机,其特征是机体为圆筒状、底部安装了底座,机体左边的内部设置的成型管为圆筒状、左边的外部设置的发热管为螺旋形,机体内部的中部设置的压缩管为左小右大的锥形管、压缩管的左边与成型管的右边连接、压缩管左边的直径为右边直径的1/2、压缩管的长度大于30cm,机体右边的内部依中心为基点向外缘呈三个120°散开设置的三个推料管为圆筒状,三个推料管的左边与压缩管的右边连接,三个推料管的右边延伸至安装于机体右侧面圆盘状托盘的右边,三个推料管的截面积之和小于压缩管右边的截面积,三个推料管的中部分别向上延伸至机体的上面设置的三个下料管为圆筒状,三个下料管的上面与圆锥形料仓的底部连接,料仓的侧面安装振动器。
3.根据权利要求1所述一种超高压力石墨棒成型机,其特征是油缸为圆柱形、油缸活塞杆的截面积为油缸内腔截面积的1/4-1/5之间,三根油缸呈品字形排列安装于托盘的右边,三根油缸左边的活塞杆分别延伸至三个推料管右边的内部。
技术总结
本技术一种超高压力石墨棒成型机属于高温材料加工设施领域,所述机体与底座、托盘、发热管、下料管、推料管、压缩管、成型管固定连接,所述托盘与油缸固定连接,所述下料管与料仓固定连接,所述料仓与振动器固定连接,所述油缸的左腔和右腔分别通过高压油管与电控换向阀的前通道及后通道固定连接,所述发热管、振动器、电控换向阀分别通过电源线与大功率控制器连接,上述采用了加长压缩管、加长成型管、多根下料管同步下料、多根活塞杆同步挤压石墨粉的设备,多根活塞杆同步挤压会使压缩管内部的压力翻倍,实现了制作价格低廉、小直径油缸的压力叠加成为超高压力的石墨棒成型机。
技术研发人员:高建河,刘国琴,高位军,绳萧
受保护的技术使用者:湖北天龙石墨碳业有限公司
技术研发日:20230711
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!