一种铜管焊接充氮接头装置的制作方法
本技术涉及焊接,特别是一种铜管焊接充氮接头装置。
背景技术:
1、空调通过冷媒在空调的管路系统中流动,运用液体汽化时吸热,液化时散热的能量转移的方式来达到制冷制热的效果。空调管路系统通过多种结构的铜管焊接形成,若铜管焊接质量异常,空调运行一段时间后焊接部位漏,冷媒泄漏,则空调无法运行。
2、为保证空调铜管焊接质量,减少焊接时铜管氧化的质量隐患,提高空调使用寿命,工艺要求铜管焊接前先用氮气将铜管内的空气排空,充氮时间3秒以上确保管路系统内的空气全部排空才能开始焊接,且制作计时工装确保充氮时间满足工艺要求。目前班组使用的充氮计时工装通过线体、管路件、计时工装形成通路,若三者正常连通,则正常计时;若一处接触不良则形成开路,充氮计时工装不能正常计时。因管路件复杂,线体一致性问题,生产过程频繁出现接触不良情况,导致充氮计时工装不能正常运行,这时员工凭经验评估充氮时间,存在充氮时间不足3秒,影响焊接质量隐患。
技术实现思路
1、为了克服现有技术的上述缺点,本实用新型的目的是提供一种铜管焊接充氮接头装置,实现充氮计时工装形成平稳通路,正常计时;使用一个充氮接头装置满足不同管径铜管使用。
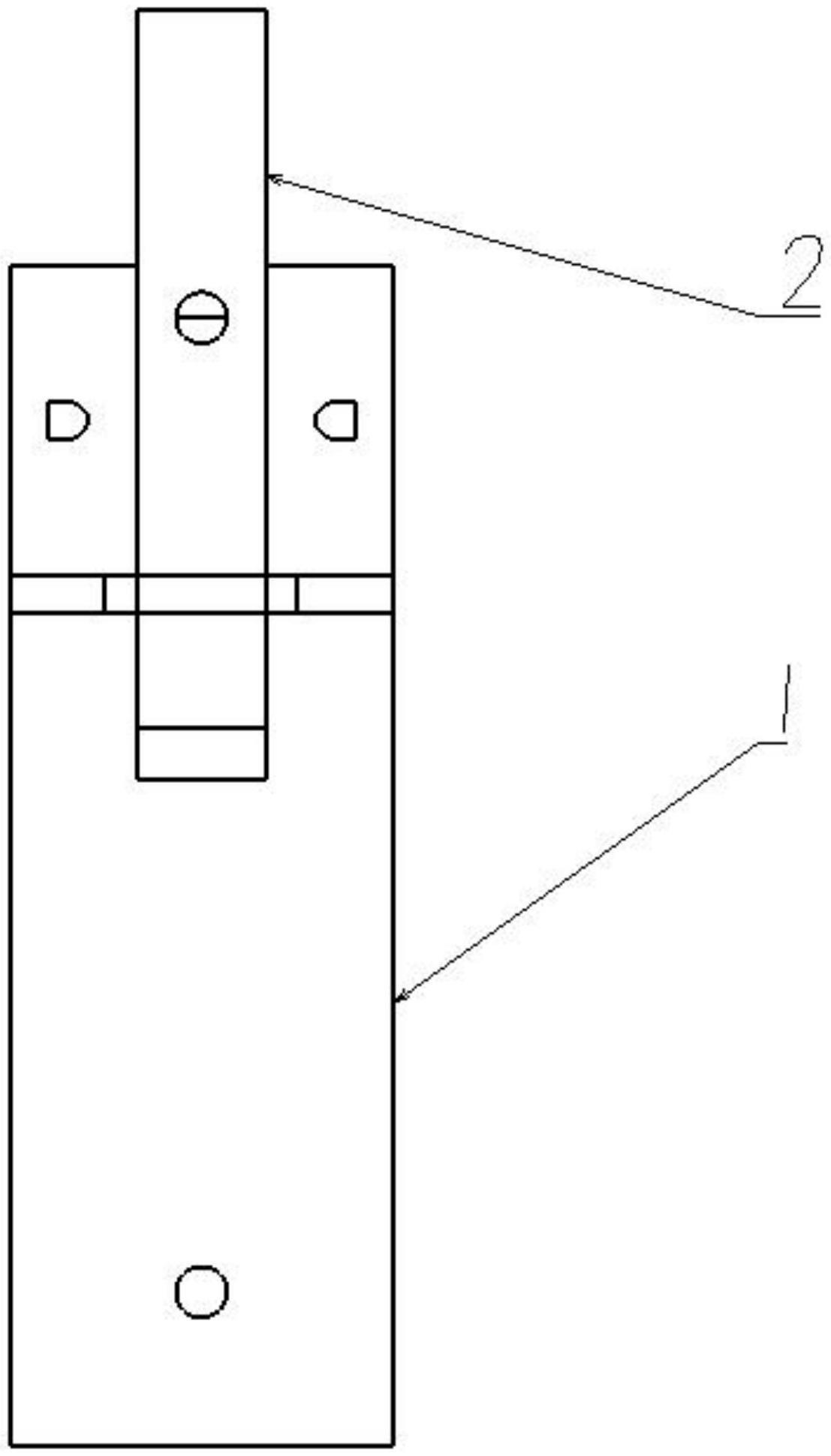
2、本实用新型解决其技术问题所采用的技术方案是:一种铜管焊接充氮接头装置,包括充氮接头装置,所述充氮接头装置包括套管、卡板与铜环,所述套管承托卡板、铜环,所述充氮接头装置插入铜管组件,所述充氮接头装置的另一端连接氮气管,所述卡板、铜环、铜管组件与充氮计时工装形成通路。
3、作为本实用新型的进一步改进:所述卡板与铜环为紫铜材质。
4、作为本实用新型的进一步改进:所述卡板连接充氮计时工装的一端。
5、作为本实用新型的进一步改进:所述铜环连接充氮计时工装的另一端。
6、作为本实用新型的进一步改进:所述套管为聚乙烯材质。
7、作为本实用新型的进一步改进:所述卡板通过调节不同管径的铜管通过且卡板与铜管紧密接触。
8、作为本实用新型的进一步改进:所述铜管组件的端部与铜环接触。
9、作为本实用新型的进一步改进:当充氮时间达到3秒,显示灯亮绿灯时取下充氮接头装置。
10、作为本实用新型的进一步改进:所述卡板可实现上下挪动。
11、作为本实用新型的进一步改进:所述充氮接头装置的另一端与氮气管通过螺纹连接。
12、与现有技术相比,本实用新型的有益效果是:
13、本实用新型通过设计一款新型铜管焊接充氮接头装置,采用聚乙烯材料制作套管,套管一端使用紫铜材质制作卡板,卡板能上下挪动保证与不同直径铜管都能接触。套管另一端装紫铜材质铜环,且与氮气管连通。卡板和铜环分别与充氮计时工装两级相连。卡板、铜环及之间的铜管形成计数工装通路,正常计时,通路简单,避免铜管、线体接触异常导致的开路异常,保证铜管焊接充氮计时工装长期有效计时;通用于目前生产所有管径铜管,实现充氮时形成平稳通路,正常计时,满足铜管焊接充氮大于3秒。
技术特征:
1.一种铜管焊接充氮接头装置,其特征在于,包括充氮接头装置,所述充氮接头装置包括套管、卡板与铜环,所述套管承托卡板、铜环,所述充氮接头装置插入铜管组件,所述充氮接头装置的另一端连接氮气管,所述卡板、铜环、铜管组件与充氮计时工装形成通路。
2.根据权利要求1所述的一种铜管焊接充氮接头装置,其特征在于,所述卡板与铜环为紫铜材质。
3.根据权利要求2所述的一种铜管焊接充氮接头装置,其特征在于,所述卡板连接充氮计时工装的一端。
4.根据权利要求2所述的一种铜管焊接充氮接头装置,其特征在于,所述铜环连接充氮计时工装的另一端。
5.根据权利要求1所述的一种铜管焊接充氮接头装置,其特征在于,所述套管为聚乙烯材质。
6.根据权利要求1所述的一种铜管焊接充氮接头装置,其特征在于,所述卡板通过调节不同管径的铜管通过且卡板与铜管紧密接触。
7.根据权利要求1所述的一种铜管焊接充氮接头装置,其特征在于,所述铜管组件的端部与铜环接触。
8.根据权利要求1所述的一种铜管焊接充氮接头装置,其特征在于,当充氮时间达到3秒,显示灯亮绿灯时取下充氮接头装置。
9.根据权利要求1所述的一种铜管焊接充氮接头装置,其特征在于,所述卡板可实现上下挪动。
10.根据权利要求1所述的一种铜管焊接充氮接头装置,其特征在于,所述充氮接头装置的另一端与氮气管通过螺纹连接。
技术总结
一种铜管焊接充氮接头装置,包括充氮接头装置,所述充氮接头装置包括套管、卡板与铜环,所述套管承托卡板、铜环,所述充氮接头装置插入铜管组件,所述充氮接头装置的另一端连接氮气管,所述卡板、铜环、铜管组件与充氮计时工装形成通路;本技术通过设计一款新型铜管焊接充氮接头装置,卡板能上下挪动保证与不同直径铜管都能接触。套管另一端装紫铜材质铜环,且与氮气管连通。卡板和铜环分别与充氮计时工装两级相连。卡板、铜环及之间的铜管形成计数工装通路,通路简单,避免铜管、线体接触异常导致的开路异常,保证铜管焊接充氮计时工装长期有效计时;通用于目前生产所有管径铜管,实现充氮时形成平稳通路,满足铜管焊接充氮大于3秒。
技术研发人员:王娟,朱立果,万洋,冯刚立,唐明旭,王珍
受保护的技术使用者:格力电器(武汉)有限公司
技术研发日:20230713
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!