一种管内定位夹具的制作方法
本技术涉及车床夹具,具体是一种管内定位夹具。
背景技术:
1、随着市场对圆柱件需求量的增加,圆柱件的生产量越来越大,而为了保证圆柱件的尺寸精度、配合公差、表面光洁度等,需要对圆柱件的内孔或外圆进行车削、磨削等加工。
2、目前的车床夹具在对圆柱件加工时,通常用三爪或四爪卡盘夹持,但是为了减小夹紧力对该圆柱件的影响,车削加工中一般采用以下措施:
3、1、将卡爪改为软金属材料并加大接触面,用专用软卡爪来夹紧圆柱件,夹紧力就均匀分布在较大的接触面上,圆柱件就不会产生变形。但这样做有一个缺点,需要保证软卡爪夹紧面与圆柱件的外圆尺寸一致。
4、2、使用辅助夹具增加圆柱件的刚性,达到减小变形的目的;如根圆柱件外径做一个开口套筒,通过开口套来夹紧圆柱件,这样夹紧力均匀分布在较大的接触面上,减小圆柱件因卡爪夹紧引起的变形。但是这样又无法避免切削力引起的圆柱件变形。
5、因此,现有技术中的夹具无法对圆柱件进行稳定的夹紧定位,影响圆柱件的加工精度,有必要进一步改进。
技术实现思路
1、本实用新型旨在提供一种管内定位夹具,以克服现有技术中的不足之处。
2、按此目的设计的一种管内定位夹具,包括夹具座和圆柱待加工件,所述夹具座上设置有前后贯穿的滑动腔,所述滑动腔内设置有推移件和筒夹滑块;所述筒夹滑块内设置有前膨胀筒夹和后膨胀筒夹;所述圆柱待加工件放置在所述前膨胀筒夹和所述后膨胀筒夹内;所述推移件往复滑动在所述滑动腔内,并朝所述滑动腔前端滑动时与所述筒夹滑块、所述前膨胀筒夹、和/或所述后膨胀筒夹驱动连接,以实现所述前膨胀筒夹和所述后膨胀筒夹收缩、且分别对所述圆柱待加工件的前后位置进行夹紧。
3、所述夹具座、所述推移件、所述筒夹滑块、所述前膨胀筒夹和所述后膨胀筒夹同一轴线设置。
4、所述前膨胀筒夹和所述后膨胀筒夹的周向侧壁上均匀开设有若干个长形槽,每个所述长形槽分别沿所述前膨胀筒夹和所述后膨胀筒夹的轴线方向开设,并贯穿至所述前膨胀筒夹和所述后膨胀筒夹的其中一个端面;所述前膨胀筒夹和所述后膨胀筒夹分别通过若干个所述长形槽实现收缩及膨胀。
5、所述筒夹滑块内壁前后端对应所述前膨胀筒夹和所述后膨胀筒夹分别设置有前喇叭口、后喇叭口;所述前膨胀筒夹和所述后膨胀筒夹的周向侧壁分别设置有前锥形部、后锥形部。
6、若干个所述长形槽分别设置在所述前锥形部、所述后锥形部上。
7、所述前喇叭口与所述前锥形部倾斜挤压配合,以实现所述前膨胀筒夹的收缩。
8、所述后喇叭口与所述后锥形部倾斜挤压配合,以实现所述后膨胀筒夹的收缩。
9、所述前锥形部的朝向与所述后锥形部的朝向相反。
10、所述筒夹滑块前后位置分别设置有定位件,前后所述定位件分别位于所述前喇叭口和所述后喇叭口上;所述前锥形部、所述后锥形部上分别设置有轴向定位槽,并分别通过所述轴向定位槽与定位件导向配合,以使所述前膨胀筒夹和所述后膨胀筒夹防转动式导向滑动在所述筒夹滑块上。
11、所述筒夹滑块上还设置有轴向长槽;所述夹具座上设置有导向件,所述导向件位于所述滑动腔内;所述轴向长槽与所述导向件导向配合,以使所述筒夹滑块防转动式导向往复滑动在所述滑动腔内。
12、所述滑动腔前端固定设置有限位板,所述限位板对应所述前膨胀筒夹设置有限位孔;所述前膨胀筒夹上设置有限位台价,所述前膨胀筒夹朝所述滑动腔前端滑动时通过所述限位台价限位作用在所述限位孔上。
13、所述推移件前部的周向侧壁设置有推移锥形部、且通过所述推移锥形部与所述后膨胀筒夹驱动连接。
14、所述推移件上设置有前后贯穿的避让孔,所述避让孔后端设置有连接部;所述推移件通过所述连接部连接有拉杆,所述拉杆驱动连接有动力源。
15、本实用新型通过上述结构的改良,通过推移件朝滑动腔前端滑动,以驱动筒夹滑块、前膨胀筒夹、后膨胀筒夹之间相互进行滑动,并最终使得前膨胀筒夹、后膨胀筒夹分别实现收缩,从而分别对圆柱待加工件前后位置的周向侧壁进行夹紧,使得圆柱待加工件的夹紧受力点更加均匀,不但减少圆柱待加工件外表面损伤的同时,还能增强夹具对于圆柱待加工件的夹紧效果,保证圆柱待加工件在夹紧时的前后端的同心度,从而大大提高圆柱待加工件的加工精度,而且由于圆柱待加工件在前膨胀筒夹、后膨胀筒夹的管内进行夹紧定位,因此可以有效地避免圆柱待加工件在加工时出现的位移或弯曲变形问题。
技术特征:
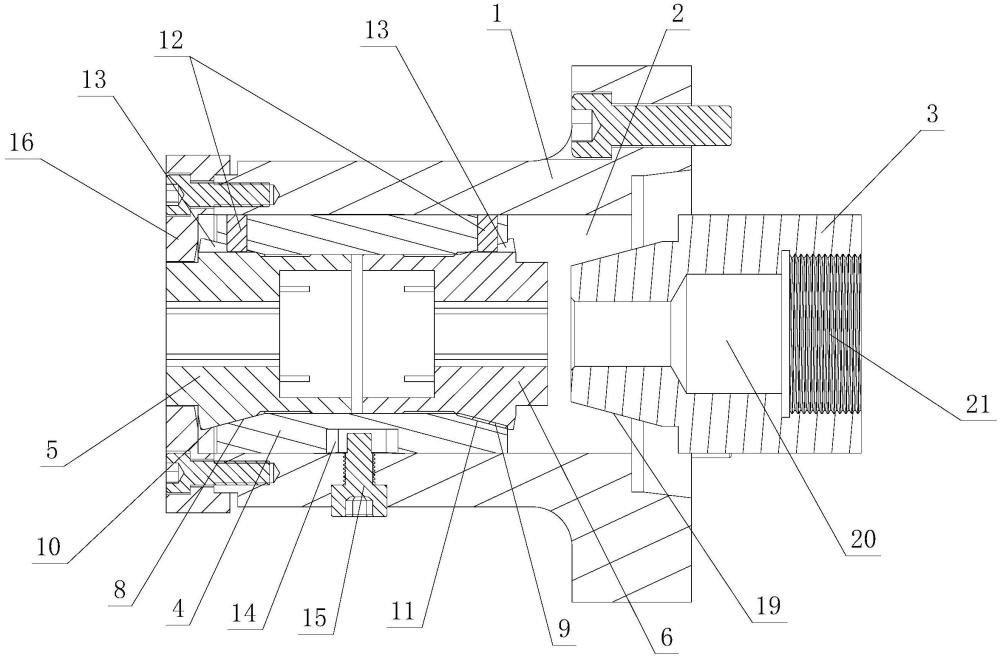
1.一种管内定位夹具,包括夹具座(1)和圆柱待加工件,其特征在于:所述夹具座(1)上设置有前后贯穿的滑动腔(2),所述滑动腔(2)内设置有推移件(3)和筒夹滑块(4);所述筒夹滑块(4)内设置有前膨胀筒夹(5)和后膨胀筒夹(6);所述圆柱待加工件放置在所述前膨胀筒夹(5)和所述后膨胀筒夹(6)内;所述推移件(3)往复滑动在所述滑动腔(2)内,并朝所述滑动腔(2)前端滑动时与所述筒夹滑块(4)、所述前膨胀筒夹(5)、和/或所述后膨胀筒夹(6)驱动连接,以实现所述前膨胀筒夹(5)和所述后膨胀筒夹(6)收缩、且分别对所述圆柱待加工件的前后位置进行夹紧。
2.根据权利要求1所述管内定位夹具,其特征在于:所述夹具座(1)、所述推移件(3)、所述筒夹滑块(4)、所述前膨胀筒夹(5)和所述后膨胀筒夹(6)同一轴线设置。
3.根据权利要求1所述管内定位夹具,其特征在于:所述前膨胀筒夹(5)和所述后膨胀筒夹(6)的周向侧壁上均匀开设有若干个长形槽(7),每个所述长形槽(7)分别沿所述前膨胀筒夹(5)和所述后膨胀筒夹(6)的轴线方向开设,并贯穿至所述前膨胀筒夹(5)和所述后膨胀筒夹(6)的其中一个端面;所述前膨胀筒夹(5)和所述后膨胀筒夹(6)分别通过若干个所述长形槽(7)实现收缩及膨胀。
4.根据权利要求3所述管内定位夹具,其特征在于:所述筒夹滑块(4)内壁前后端对应所述前膨胀筒夹(5)和所述后膨胀筒夹(6)分别设置有前喇叭口(8)、后喇叭口(9);所述前膨胀筒夹(5)和所述后膨胀筒夹(6)的周向侧壁分别设置有前锥形部(10)、后锥形部(11);
5.根据权利要求4所述管内定位夹具,其特征在于:所述前锥形部(10)的朝向与所述后锥形部(11)的朝向相反。
6.根据权利要求4所述管内定位夹具,其特征在于:所述筒夹滑块(4)前后位置分别设置有定位件(12),前后所述定位件(12)分别位于所述前喇叭口(8)和所述后喇叭口(9)上;所述前锥形部(10)、所述后锥形部(11)上分别设置有轴向定位槽(13),并分别通过所述轴向定位槽(13)与定位件(12)导向配合,以使所述前膨胀筒夹(5)和所述后膨胀筒夹(6)防转动式导向滑动在所述筒夹滑块(4)上。
7.根据权利要求6所述管内定位夹具,其特征在于:所述筒夹滑块(4)上还设置有轴向长槽(14);所述夹具座(1)上设置有导向件(15),所述导向件(15)位于所述滑动腔(2)内;所述轴向长槽(14)与所述导向件(15)导向配合,以使所述筒夹滑块(4)防转动式导向往复滑动在所述滑动腔(2)内。
8.根据权利要求1所述管内定位夹具,其特征在于:所述滑动腔(2)前端固定设置有限位板(16),所述限位板(16)对应所述前膨胀筒夹(5)设置有限位孔(17);所述前膨胀筒夹(5)上设置有限位台价(18),所述前膨胀筒夹(5)朝所述滑动腔(2)前端滑动时通过所述限位台价(18)限位作用在所述限位孔(17)上。
9.根据权利要求1所述管内定位夹具,其特征在于:所述推移件(3)前部的周向侧壁设置有推移锥形部(19)、且通过所述推移锥形部(19)与所述后膨胀筒夹(6)驱动连接。
10.根据权利要求9所述管内定位夹具,其特征在于:所述推移件(3)上设置有前后贯穿的避让孔(20),所述避让孔(20)后端设置有连接部(21);所述推移件(3)通过所述连接部(21)连接有拉杆,所述拉杆驱动连接有动力源。
技术总结
本技术公开一种管内定位夹具,其属于车床夹具技术领域,包括夹具座和圆柱待加工件,夹具座上设有前后贯穿的滑动腔,滑动腔内设有推移件和筒夹滑块;筒夹滑块内设有前膨胀筒夹和后膨胀筒夹;圆柱待加工件放置在前膨胀筒夹和后膨胀筒夹内;推移件往复滑动在滑动腔内,并朝滑动腔前端滑动时与筒夹滑块、前膨胀筒夹、和/或后膨胀筒夹驱动连接,以实现前膨胀筒夹和后膨胀筒夹收缩、且分别对圆柱待加工件的前后位置进行夹紧。本夹具可使圆柱待加工件的夹紧受力点更加均匀,减少圆柱待加工件外表面损伤,增强夹具对于圆柱待加工件的夹紧效果,保证圆柱待加工件在夹紧时的前后端的同心度,而且可避免圆柱待加工件在加工时出现的位移或弯曲变形问题。
技术研发人员:胡进,李宝裕,黄婉娴,周沃强,萧耀荣,罗锦伟,周沃华
受保护的技术使用者:广东圣特斯数控设备有限公司
技术研发日:20230713
技术公布日:2024/3/21
- 还没有人留言评论。精彩留言会获得点赞!