一种铝合金门窗加工用液压组角机的制作方法
本技术具体涉及一种铝合金门窗加工用液压组角机,属于铝合金门窗加工设备。
背景技术:
1、组角机是高档断桥铝合金门窗生产专用设备,适用于角码结构型铝门窗90度角连接;现有技术中,为了降低工作强度,通过设置液压定位件对铝合金门窗90度角进行定位和顶紧,如中国专利公开号:cn216938051u,公开的铝合金门窗加工用液压组角机,其能够适应型材长度,避免两型材90度角组装位翘起出现偏差,但该结构需要经过蜗轮、蜗杆和螺杆等多个部件传动,用于适应型材长度,该结构调整繁琐,且无法将型材传递到组装位,型材送至组装位时,需要手动进行。
技术实现思路
1、为解决上述问题,本实用新型提出了一种铝合金门窗加工用液压组角机,能够对型材进行传递导向,从而将其精确送至组角位,并在组角时进行定位锁紧。
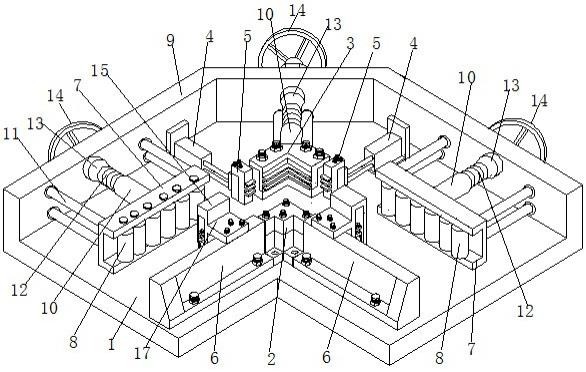
2、本实用新型的铝合金门窗加工用液压组角机,包括工作台,所述工作台上固定有外直角的前定位块,所述工作台于前定位块后侧设置有内直角的后定位块;所述工作台于后定位块两侧固定有第一液压缸,所述第一液压缸伸缩端固定有活动顶板;所述活动顶板与前定位块的外直角边平行;还包括;
3、延长导向组件,所述延长导向组件包括固定于工作台上,且端部与前定位块两端贴合的台座体;所述台座体内面为光滑平面,所述工作台顶面正对台座体内面设置有槽板,所述槽板开槽朝向台座体,所述槽板内侧通过轴承间隔设置有一排导辊;
4、所述工作台外沿远离延长导向组件一侧一体制成有围板;所述后定位块和槽板靠近围板一面中部固定有螺筒,且外部固定有多根光轴;所述螺筒上旋接有调位摇杆;所述调位摇杆和光轴分别通过轴承穿过围板;调位摇杆旋转时,旋转力通过螺筒进行释放,从而能够将后定位块和槽板直线向前推或向后缩;
5、顶压组件,所述顶压组件包括倒凹型的滑座和轮座,所述滑座外侧中部设置有与台座体顶面固定的挂板,所述轮座内侧设置有多个压轮;所述压轮凸出轮座底面;所述轮座顶部四端固定有滑轴;所述滑轴上滑动设置有压板;所述压板和轮座之间固定有弹簧体;所述轮座和压板设置于滑座内侧,所述滑轴活动穿过滑座顶面;所述压板和滑座之间固定有第二液压缸;当型材进入到台座体和导辊形成的通道内时,第二液压缸驱动压板下压,压板下压时,通过滑轴进行滑动导向,并通过弹簧体进行柔性下压;避免压轮与型材顶面硬接触。
6、操作时,根据型材宽度,通过调位摇杆先调整前定位块和后定位块之间的宽度,及台座体和导辊之间的宽度,接着,将两铝合金门窗的型材送入到台座体和导辊形成的通道内,并直线向前推进,送入到定位块和后定位块之间,直线推进时,通过顶压组件的压轮对型材顶面压紧和导向,通过压轮和工作台对型材顶面和底面定位限位,通过台座体和导辊对型材两侧面进行定位限位,通过前定位块和后定位块对型材端部两侧面进行定位,最后通过第一液压缸驱动活动顶板对两组角的型材顶紧进行组角。
7、进一步地,所述调位摇杆靠近围板一端一体制成有限位台;所述限位台与围板内面贴合;所述调位摇杆穿过轴承后固定有摇手;调位摇杆内外侧分别受到限位台和摇手限位,调位摇杆能够在轴承内旋转,从而通过螺筒实现直线前进和后退。
8、进一步地,所述前定位块、后定位块和活动顶板包括固定座;所述固定座通过螺栓固定有直角模座;所述直角模座远离固定座一面一体制成有与铝合金型材端部侧面贴合的压筋;固定座为固定结构,直角模座为可更换结构,根据不同的铝合金门窗选择不同的直角模座,能够适应不同的铝合金门窗型材。
9、进一步地,所述第一液压缸后端部与围板内面固定。
10、进一步地,所述滑轴于压板顶面旋接有限位螺栓,通过限位螺栓调整弹簧体弹性压力。
11、进一步地,还包括型材夹持件;所述型材夹持件包括框形架,所述框形架外部设置有支脚,所述框形架设置于工作台外部,且顶面与工作台顶面平齐,所述框形架正对台座体和导辊形成的通道,所述框形架内两侧通过轴承安装有齿盘;所述齿盘上套接有链条;所述链条顶部固定有直角顶板;所述齿盘通过联轴器与框形架外部的驱动电机安装;组装时,通过驱动电机驱动齿盘旋转,通过齿盘驱动链条周向旋转,从而调整直角顶板位置,使铝合金型材能够放置到台座体和导辊形成的通道和直角顶板之间;驱动电机驱动直角顶板将铝合金型材压向前定位块和后定位块,对铝合金型材端部限位。
12、与现有技术相比,本实用新型的铝合金门窗加工用液压组角机,通过延长导向组件能够对型材四面进行定位限位和传递导向,型材进入到组角位时,通过前定位块、后定位块和活动顶板进行精确定位顶紧,通过型材夹持件适应各型材长度,并为型材提供传递动力,使其送至组装位进行组角和端部限位。
技术特征:
1.一种铝合金门窗加工用液压组角机,包括工作台,所述工作台上固定有外直角的前定位块,所述工作台于前定位块后侧设置有内直角的后定位块;所述工作台于后定位块两侧固定有第一液压缸,所述第一液压缸伸缩端固定有活动顶板;所述活动顶板与前定位块的外直角边平行;其特征在于:还包括;
2.根据权利要求1所述的铝合金门窗加工用液压组角机,其特征在于:所述调位摇杆靠近围板一端一体制成有限位台;所述限位台与围板内面贴合;所述调位摇杆穿过轴承后固定有摇手。
3.根据权利要求1所述的铝合金门窗加工用液压组角机,其特征在于:所述前定位块、后定位块和活动顶板包括固定座;所述固定座通过螺栓固定有直角模座;所述直角模座远离固定座一面一体制成有与铝合金型材端部侧面贴合的压筋。
4.根据权利要求1所述的铝合金门窗加工用液压组角机,其特征在于:所述第一液压缸后端部与围板内面固定。
5.根据权利要求1所述的铝合金门窗加工用液压组角机,其特征在于:所述滑轴于压板顶面旋接有限位螺栓。
6.根据权利要求1所述的铝合金门窗加工用液压组角机,其特征在于:还包括型材夹持件;所述型材夹持件包括框形架,所述框形架外部设置有支脚,所述框形架设置于工作台外部,且顶面与工作台顶面平齐,所述框形架正对台座体和导辊形成的通道,所述框形架内两侧通过轴承安装有齿盘;所述齿盘上套接有链条;所述链条顶部固定有直角顶板;所述齿盘通过联轴器与框形架外部的驱动电机安装。
技术总结
本技术公开了一种铝合金门窗加工用液压组角机,包括工作台,所述工作台上安装有前定位块和后定位块;所述工作台于后定位块两侧固定有第一液压缸,所述第一液压缸伸缩端固定有活动顶板;还包括延长导向组件和顶压组件,所述延长导向组件包括端部与前定位块两端贴合的台座体;所述工作台顶面正对台座体内面设置有槽板,所述槽板开槽朝向台座体,所述槽板内侧通过轴承间隔设置有一排导辊;所述顶压组件包括倒凹型的滑座和轮座,所述滑座外侧中部设置有与台座体顶面固定的挂板,所述轮座内侧设置有多个压轮;本技术的铝合金门窗加工用液压组角机,能够对型材进行传递导向,从而将其精确送至组角位,并在组角时进行定位锁紧。
技术研发人员:王燕,王翠翠,王金龙,张吉英
受保护的技术使用者:山东威仕沃智能自动化设备有限公司
技术研发日:20230717
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!