一种热水器波纹排烟管内瓣膜体的焊接装置的制作方法
本技术涉及热水器波纹排烟管加工,尤其是涉及一种热水器波纹排烟管内瓣膜体的焊接装置。
背景技术:
1、随着生活水平的不断提高,为了方便使用冷热水,家家户户都安装有热水器,热水器在安装使用时,常需要使用一根连通至室外的排烟管,将燃烧过程中产生的烟气排至室外,可以减少热水器使用过程中产生的烟气对室内环境产生不利的影响,由于安装位置的原因,热水器上通常使用的都是波纹排烟管来进行烟气的排放,热水器波纹排烟管内部通常需要安装内瓣膜体可以将内部的烟气排放出去又可以防止外部的气体杂质进入,内瓣膜体在安装进管道内时需要将四周进行焊接作业,现有的内瓣膜体焊接装置在对内瓣膜体进行焊接的过程中都是从其一侧一侧的按顺序进行焊接,在焊接的过程中位置容易出现偏差影响产品后续的使用。
技术实现思路
1、本实用新型的目的在于提供一种热水器波纹排烟管内瓣膜体的焊接装置,以解决现有的内瓣膜体焊接装置在对内瓣膜体进行焊接的过程中都是从其一侧一侧的按顺序进行焊接,在焊接的过程中位置容易出现偏差影响产品后续使用的问题。
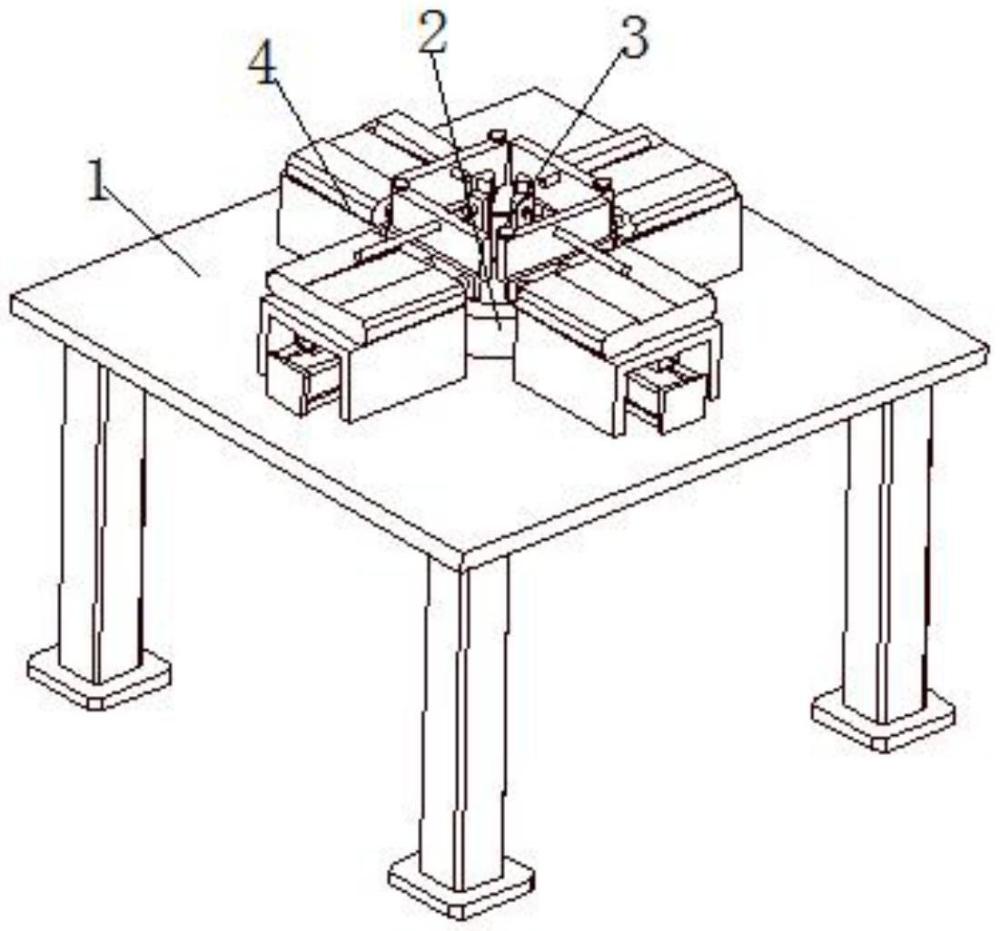
2、本实用新型提供一种热水器波纹排烟管内瓣膜体的焊接装置,包括焊接台,所述焊接台上的中间位置安装设置有放置台,所述放置台架呈中空状,所述放置台的中间位置上安装设置限位套环,所述焊接台上设置有四组焊接装置,四组所述焊接装置呈周向环绕设置在放置台的四周,四组所述焊接装置的工作端均与限位套环上方对应设置。
3、进一步地,每组所述焊接装置均由焊接安装架、内焊接组件和外焊接组件组成,所述焊接安装架架设在焊接台上,所述外焊接组件安装在焊接安装架顶部,所述外焊接组件的工作端朝向限位套环,所述内焊接组件设置在焊接台上焊接安装架的下方,所述内焊接组件的工作端贯穿所述放置台且位于所述放置台内侧,所述内焊接组件和外焊接组件相对应设置。
4、进一步地,所述外焊接组件由伸缩气缸、导电块和焊接导线组成,所述伸缩气缸固定设置在焊接安装架顶部,所述伸缩气缸的输出端朝向限位套环设置,所述导电块设置在伸缩气缸的输出端上,所述焊接导线设置在导电块的中间位置上。
5、进一步地,所述导电块上的一侧安装设置电源接头。
6、进一步地,所述内焊接组件的由电动推杆、导电杆和焊接接头组成,所述电动推杆固定设置在焊接台上焊接安装架的下方,所述伸缩气缸的输出端贯穿所述放置台且延伸至放置台内,所述导电杆呈竖直设置,所述导电杆的一端与所述伸缩气缸的输出端连接,所述导电杆的另一端穿过所述限位套环并且延伸至限位套环外,所述焊接接头设置在导电杆位于限位套环外的一端上,所述焊接导线与所述焊接接头相对应设置。
7、进一步地,所述焊接安装架下方的一侧安装设置有电线安装槽,所述电线安装槽的一侧与限位套环相通。
8、与现有技术相比较,本实用新型的有益效果在于:
9、本申请中当需要对内瓣膜体与连接管进行焊接作业时,首先将内瓣膜体放置进连接管内进行初步卡合,然后将其整体摆放在焊接台上的放置台中,通过限位套环的设置将内瓣膜体的外侧进行限位,防止其在焊接过程中发生错位,当内瓣膜体摆放完成后,将四组焊接装置同时进行通电工作,四组焊接装置从四个方向同时移动,此时通过设置在焊接安装架上的外焊接组件和其下方的内焊接组件工作,从内瓣膜体的内外两侧同步向内瓣膜体进行靠近,当外焊接组件和内焊接组件的工作端同步接触到内瓣膜体时二者之间通过正负极的强电流将其进行焊接,使其不会松脱,本申请通过各个组件的配合工作完成内瓣膜体整体的同步焊接作业,使其在焊接过程中位置不会发生偏移,效果较好,实用性较高。
技术特征:
1.一种热水器波纹排烟管内瓣膜体的焊接装置,包括焊接台(1),其特征在于:所述焊接台(1)上的中间位置安装设置有放置台(2),所述放置台(2)架呈中空状,所述放置台(2)的中间位置上安装设置限位套环(3),所述焊接台(1)上设置有四组焊接装置(4),四组所述焊接装置(4)呈周向环绕设置在放置台(2)的四周,四组所述焊接装置(4)的工作端均与限位套环(3)上方对应设置。
2.根据权利要求1所述的一种热水器波纹排烟管内瓣膜体的焊接装置,其特征在于:每组所述焊接装置(4)均由焊接安装架(5)、内焊接组件(6)和外焊接组件(7)组成,所述焊接安装架(5)架设在焊接台(1)上,所述外焊接组件(7)安装在焊接安装架(5)顶部,所述外焊接组件(7)的工作端朝向限位套环(3),所述内焊接组件(6)设置在焊接台(1)上焊接安装架(5)的下方,所述内焊接组件(6)的工作端贯穿所述放置台(2)且位于所述放置台(2)内侧,所述内焊接组件(6)和外焊接组件(7)相对应设置。
3.根据权利要求2所述的一种热水器波纹排烟管内瓣膜体的焊接装置,其特征在于:所述外焊接组件(7)由伸缩气缸(71)、导电块(72)和焊接导线(73)组成,所述伸缩气缸(71)固定设置在焊接安装架(5)顶部,所述伸缩气缸(71)的输出端朝向限位套环(3)设置,所述导电块(72)设置在伸缩气缸(71)的输出端上,所述焊接导线(73)设置在导电块(72)的中间位置上。
4.根据权利要求3所述的一种热水器波纹排烟管内瓣膜体的焊接装置,其特征在于:所述导电块(72)上的一侧安装设置电源接头(74)。
5.根据权利要求4所述的一种热水器波纹排烟管内瓣膜体的焊接装置,其特征在于:所述内焊接组件(6)的由电动推杆(61)、导电杆(62)和焊接接头(63)组成,所述电动推杆(61)固定设置在焊接台(1)上焊接安装架(5)的下方,所述伸缩气缸(71)的输出端贯穿所述放置台(2)且延伸至放置台(2)内,所述导电杆(62)呈竖直设置,所述导电杆(62)的一端与所述伸缩气缸(71)的输出端连接,所述导电杆(62)的另一端穿过所述限位套环(3)并且延伸至限位套环(3)外,所述焊接接头(63)设置在导电杆(62)位于限位套环(3)外的一端上,所述焊接导线(73)与所述焊接接头(63)相对应设置。
6.根据权利要求5所述的一种热水器波纹排烟管内瓣膜体的焊接装置,其特征在于:所述焊接安装架(5)下方的一侧安装设置有电线安装槽(51),所述电线安装槽(51)的一侧与限位套环(3)相通。
技术总结
本技术公开了一种热水器波纹排烟管内瓣膜体的焊接装置,属于热水器波纹排烟管加工技术领域,包括焊接台,所述焊接台上的中间位置安装设置有放置台,所述放置台架呈中空状,所述放置台的中间位置上安装设置限位套环,所述焊接台上设置有四组焊接装置,四组所述焊接装置呈周向环绕设置在放置台的四周,四组所述焊接装置的工作端均与限位套环上方对应设置,每组所述焊接装置均由焊接安装架、内焊接组件和外焊接组件组成,本申请通过各个组件的配合工作完成内瓣膜体整体的同步焊接作业,使其在焊接过程中位置不会发生偏移,效果较好,实用性较高。
技术研发人员:夏虎,葛兆华
受保护的技术使用者:芜湖市优加五金制品有限公司
技术研发日:20230717
技术公布日:2024/2/1
- 还没有人留言评论。精彩留言会获得点赞!