车载式增材制造方舱的制作方法
本技术涉及增材制造,特别是涉及一种车载式增材制造方舱。
背景技术:
1、目前主流增材制造技术只限于在固定厂房内进行零部件的生产和制造,一旦装备的位置等条件变更,将极大的影响零部件的成形精度和性能。随着现代制造业对现场零部件敏捷制造的需求,在有限的空间和时间内,传统基地式的增材制造方法已经难以满足。针对偏远地区现场零部件拆卸不易、转移难、且具有随机性的特点,亟需开发一种车载可移动的增材制造方舱,可随时奔赴现场提供定制化生产,利用有限的材料保障更大范围的零件供给,解决由于现场不确定性和随机性造成的不能及时制造的问题,进一步提升资源利用率和时效性。
技术实现思路
1、基于此,有必要提供一种能够解决现场不确定性和随机性造成的不能及时制造的问题,在保证零件成形精度的同时提升资源利用率和时效性的车载式增材制造方舱。
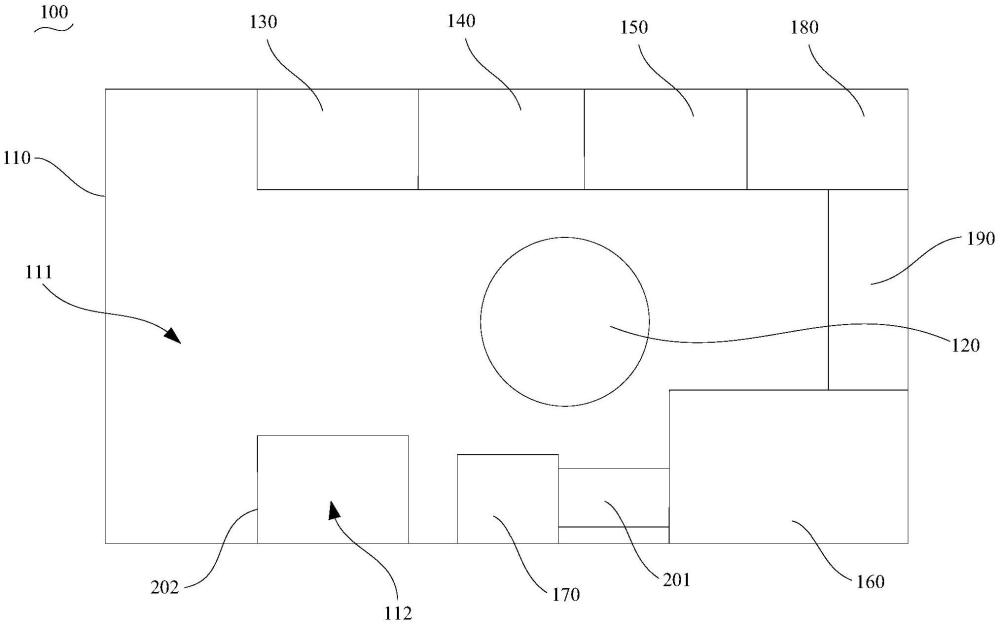
2、一种车载式增材制造方舱,包括箱体、物料转运辅助装置、三维扫描装置、计算机处理中心、丝材储存台、电弧增材制造装备及机加工工作台;
3、所述箱体具有工作腔室;所述工作腔室的底面为工作平面;所述工作平面上具有成品存放区;
4、所述物料转运辅助装置设于所述工作平面上;所述三维扫描装置、所述计算机处理中心、所述丝材储存台、所述电弧增材制造装备及所述机加工工作台依次围绕所述物料转运辅助装置设于所述工作平面上;所述成品存放区位于所述机加工工作台背离所述电弧增材制造装备的一侧;
5、所述三维扫描装置与所述计算机处理中心通信连接,并用于对零件进行扫描并生成扫描数据;
6、所述计算机处理中心与所述电弧增材制造装备通信连接,并用于对所述扫描数据进行数据处理,以获得三维打印模型;
7、所述电弧增材制造装备用于根据所述三维打印模型制备成型产品;
8、所述物料转运辅助装置用于从所述丝材储存台上选取金属丝材并将选取的金属丝材安装至所述电弧增材制造装备上,还用于对所述机加工工作台上的成型产品进行铣削加工,以获得成品零件,还用于将所述成品零件从所述机加工工作台转运至所述成品存放区。
9、在其中一个实施例中,所述车载式增材制造方舱的重量≤3000kg。
10、在其中一个实施例中,所述三维扫描装置、所述计算机处理中心、所述丝材储存台、所述电弧增材制造装备及所述机加工工作台均抵靠在所述工作腔室的侧壁上。
11、在其中一个实施例中,所述三维扫描装置包括三维扫描台及与所述计算机处理中心通信连接的三维扫描仪;所述物料转运辅助装置为五轴机械手臂;所述五轴机械手臂的一个机械臂用于手持所述三维扫描仪对三维扫描台上的零件进行全面扫描以及用于将成品零件从所述机加工工作台抓取至所述成品存放区,第二个机械臂用于从所述丝材储存台上选取金属丝材并将选取的金属丝材安装在所述电弧增材制造装备上,第三个机械臂用于对所述机加工工作台上的成型产品进行铣削加工。
12、在其中一个实施例中,还包括第一储能电源;所述第一储能电源设于所述工作平面上,并与所述电弧增材制造装备电性连接,用于为所述电弧增材制造装备提供电能。
13、在其中一个实施例中,所述第一储能电源为多个;多个所述第一储能电源依次串联。
14、在其中一个实施例中,还包括第二储能电源;所述第二储能电源分别与所述三维扫描装置、所述计算机处理中心、所述物料转运辅助装置电性连接,并用于分别为所述三维扫描装置、所述计算机处理中心、所述物料转运辅助装置提供电能。
15、在其中一个实施例中,所述第二储能电源还具有外接接口;所述外接接口用于与外界电源电性连接,以为所述第二储能电源充电。
16、在其中一个实施例中,还包括移料轨道;所述电弧增材制造装备通过所述移料轨道与所述机加工工作台连通;所述移料轨道用于将所述电弧增材制造装备制备的成型零件移动至所述机加工工作台上。
17、在其中一个实施例中,还包括集料筐;所述集料筐用于放置在所述成品存放区,以收集所述成品零件。
18、上述车载式增材制造方舱,物料转运辅助装置、三维扫描装置、计算机处理中心、丝材储存台、电弧增材制造装备、机加工工作台都集成在箱体内,故整个电弧丝熔沉积增材制造的各部分都集成在一起,以保证工作人员在箱体内就可以完成零件的现场制造,同时还可保证零件的成形精度。使用时,将箱体安放或安装在运输车上,使得上述车载式增材制造方舱可随时奔赴现场提供定制化的零件增材制造,解决了由于现场不确定性和随机性造成的不能及时制造的问题,大大提升了资源利用率和零件制造的时效性。
技术特征:
1.一种车载式增材制造方舱,其特征在于,包括箱体、物料转运辅助装置、三维扫描装置、计算机处理中心、丝材储存台、电弧增材制造装备及机加工工作台;
2.根据权利要求1所述的车载式增材制造方舱,其特征在于,所述车载式增材制造方舱的重量≤3000kg。
3.根据权利要求1所述的车载式增材制造方舱,其特征在于,所述三维扫描装置、所述计算机处理中心、所述丝材储存台、所述电弧增材制造装备及所述机加工工作台均抵靠在所述工作腔室的侧壁上。
4.根据权利要求1所述的车载式增材制造方舱,其特征在于,所述三维扫描装置包括三维扫描台及与所述计算机处理中心通信连接的三维扫描仪;所述物料转运辅助装置为五轴机械手臂;所述五轴机械手臂的一个机械臂用于手持所述三维扫描仪对三维扫描台上的零件进行全面扫描以及用于将成品零件从所述机加工工作台抓取至所述成品存放区,第二个机械臂用于从所述丝材储存台上选取金属丝材并将选取的金属丝材安装在所述电弧增材制造装备上,第三个机械臂用于对所述机加工工作台上的成型产品进行铣削加工。
5.根据权利要求1所述的车载式增材制造方舱,其特征在于,还包括第一储能电源;所述第一储能电源设于所述工作平面上,并与所述电弧增材制造装备电性连接,用于为所述电弧增材制造装备提供电能。
6.根据权利要求5所述的车载式增材制造方舱,其特征在于,所述第一储能电源为多个;多个所述第一储能电源依次串联。
7.根据权利要求1所述的车载式增材制造方舱,其特征在于,还包括第二储能电源;所述第二储能电源分别与所述三维扫描装置、所述计算机处理中心、所述物料转运辅助装置电性连接,并用于分别为所述三维扫描装置、所述计算机处理中心、所述物料转运辅助装置提供电能。
8.根据权利要求7所述的车载式增材制造方舱,其特征在于,所述第二储能电源还具有外接接口;所述外接接口用于与外界电源电性连接,以为所述第二储能电源充电。
9.根据权利要求1所述的车载式增材制造方舱,其特征在于,还包括移料轨道;所述电弧增材制造装备通过所述移料轨道与所述机加工工作台连通;所述移料轨道用于将所述电弧增材制造装备制备的成型零件移动至所述机加工工作台上。
10.根据权利要求1所述的车载式增材制造方舱,其特征在于,还包括集料筐;所述集料筐用于放置在所述成品存放区,以收集所述成品零件。
技术总结
本技术涉及一种车载式增材制造方舱。车载式增材制造方舱包括箱体、物料转运辅助装置、三维扫描装置、计算机处理中心、丝材储存台、电弧增材制造装备及机加工工作台。三维扫描装置、计算机处理中心、丝材储存台、电弧增材制造装备及机加工工作台依次围绕物料转运辅助装置设于工作平面上。物料转运辅助装置用于将丝材存储台上的金属丝材安装至电弧增材制造装备上,还用于对机加工工作台上的成型产品进行铣削加工,以获得成品零件,还用于将成品零件从机加工工作台转运至成品存放区。上述车载式增材制造方舱解决了由于现场不确定性和随机性造成的不能及时制造的问题,大大提升了资源利用率和零件制造的时效性。
技术研发人员:李礼,杨凯,陈振湘,郭子傲
受保护的技术使用者:湖南云箭集团有限公司
技术研发日:20230724
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!