一种航空发电机电刷的电弧熔钎焊保护装置的制作方法
本技术属于航空装备制造,涉及一种航空发电机电刷的电弧熔钎焊保护装置,能够保障航空发电机电刷在制造过程中电弧熔钎焊连接接头及其所连接的紫铜导线的保护效果与焊接质量。
背景技术:
1、航空发电机的电刷主要由连接接头、紫铜导线和磁铁组成,连接接头主要起到连接紫铜导线和外接电源插座的作用。连接接头的制造过程如下:第一步,将紫铜导线塞入铜管;第二步,通过压力机将塞满紫铜导线的铜管压成片状并保证铜管不发生开裂,并满足图纸固定尺寸;第三步,通过电弧熔钎焊的方式来完成片状铜管一端的盖面焊,达到铜管内紫铜导线不产生裸露的效果。
2、电弧熔钎焊是一种依靠钨极电弧热量来熔化钎料以实现钎焊的一种焊接方法。航空发电机的电刷连接接头通过电弧熔钎焊的工艺进行盖面焊在航空装备制造领域比较常见。由于组成电刷连接接头的铜管和紫铜导线导热性都非常强,航空发电机电刷连接接头的熔钎焊过程中,焊接热量会快速传递至电刷连接接头及其所连接的紫铜导线位置,该位置极易与周围的空气发生化学反应,产生严重氧化,紫铜导线和铜管的颜色也会由鲜亮的紫红色变为淡黄色,同时紫铜导线的柔韧性和强度会产生大幅度下降,导致电刷的使用可靠性变差。
3、目前,在航空装备制造领域尚无一种装置可以保障航空发电机电刷在电弧熔钎焊制造过程中连接接头及其所连接的紫铜导线的保护效果与焊接质量。因此,针对航空发电机电刷连接接头的电弧熔钎焊过程设计一套可保障保护效果和焊接质量的装置,对航空发电机电刷电弧熔钎焊连接接头及其所连接的紫铜导线的保护效果与焊接质量控制至关重要。
技术实现思路
1、为了解决上述问题,本实用新型提供了一种航空发电机电刷的电弧熔钎焊保护装置,该装置将航空发电机电刷固定并保护起来,起到提高电弧熔钎焊的保护效果与焊接质量的效果;能够避免连接接头及其所连接的紫铜导线发生氧化,以满足航空发电机电刷的制造技术要求,提高电弧熔钎焊焊接质量。
2、本实用新型的技术方案为:
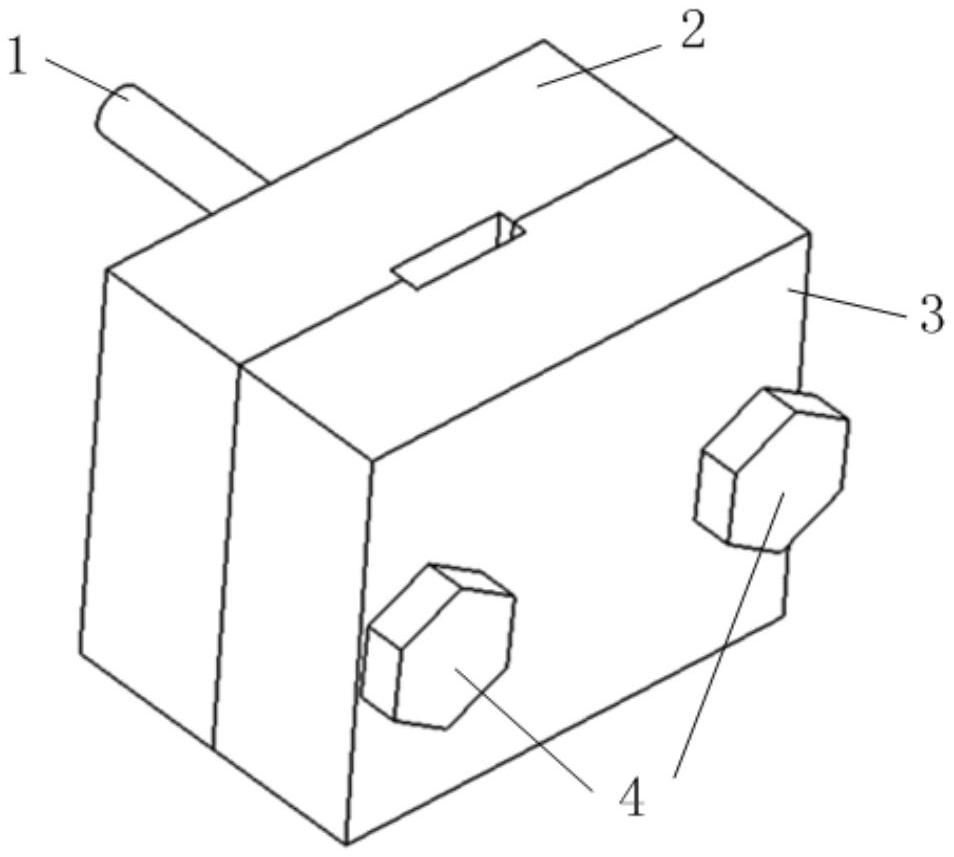
3、一种航空发电机电刷的电弧熔钎焊保护装置,包括通气管、左侧保护罩、右侧保护罩和紧固螺钉。
4、所述通气管用于通入惰性保护气体,由通气导管、正六棱柱和螺纹管三部分依次连接而成,三部分是通过机械车削或机械铣削加工方式一体加工成形。
5、所述左侧保护罩外侧面的中心位置加工有螺纹通孔,用于与通气管的螺纹管形成螺纹连接。左侧保护罩的内侧面中部加工有矩形凹槽,顶部边缘加工有矩形缺口,所述矩形凹槽与矩形缺口连通;矩形凹槽两侧均加工有螺纹盲孔,用于与紧固螺钉连接。
6、所述右侧保护罩的内侧面上加工有与左侧保护罩相对应的矩形凹槽和矩形缺口;所述矩形凹槽两侧均加工有通孔,紧固螺钉依次穿过该通孔及左侧保护罩上的螺纹孔,将左侧保护罩与右侧保护罩连接固定。左侧保护罩与右侧保护罩的矩形凹槽所形成的内部空间用于放置航空发电机电刷的主体,矩形缺口用于放置并固定航空发电机电刷的连接接头。
7、通过通气管、左侧保护罩、右侧保护罩以及两个紧固螺钉的组装,形成一个航空发电机电刷的电弧熔钎焊保护装置。左侧保护罩与右侧保护罩组装后,中心区域的两个矩形凹槽形成的空间用于放置航空发电机电刷的主体部分,上方的矩形缺口用于放置并固定航空发电机电刷的连接接头。调整航空发电机电刷的连接接头与保护罩上表面的相对距离,当连接接头的上端露出保护罩上表面的相对距离为1.5~2㎜时,将紧固螺钉拧紧,保证左侧保护罩和右侧保护罩无间隙。最后从通气管中通入氩气,并使之充满航空发电机电刷电弧熔钎焊保护装置的矩形凹槽空间,实现提高电弧熔钎焊接头及附近位置的保护效果,达到提高焊接质量的目的。
8、本实用新型的有益效果:本实用新型结构简单,安装便捷,可以实现提高电弧熔钎焊接头及附近位置的保护效果,提高航空发电机电刷的连接接头电弧熔钎焊焊接质量。
技术特征:
1.一种航空发电机电刷的电弧熔钎焊保护装置,其特征在于,该装置包括通气管、左侧保护罩、右侧保护罩和紧固螺钉;
2.根据权利要求1所述的一种航空发电机电刷的电弧熔钎焊保护装置,其特征在于,所述通气管由通气导管、正六棱柱和螺纹管三部分依次连接而成;螺纹管与左侧保护罩外侧面的螺纹通孔连接。
3.根据权利要求2所述的一种航空发电机电刷的电弧熔钎焊保护装置,其特征在于,所述通气管的三部分是通过机械车削或机械铣削加工方式一体加工成形。
4.根据权利要求1-3任一所述的一种航空发电机电刷的电弧熔钎焊保护装置,其特征在于,所述左侧保护罩的矩形凹槽两侧均加工有螺纹盲孔,右侧保护罩的矩形凹槽两侧均加工有通孔,紧固螺钉依次穿过该通孔及左侧保护罩上的螺纹盲孔,将二者连接固定。
技术总结
本技术提供了一种航空发电机电刷的电弧熔钎焊保护装置,属于航空装备制造技术领域。该装置包括通气管、左侧保护罩、右侧保护罩和紧固螺钉。本技术将航空发电机电刷固定并保护起来,起到提高电弧熔钎焊的保护效果与焊接质量的效果;本技术所述装置结构简单,安装便捷,能够避免连接接头及其所连接的紫铜导线发生氧化,以满足航空发电机电刷的制造技术要求,提高电弧熔钎焊焊接质量。
技术研发人员:刘国,晁耀杰,迟福海,吴恒壮,李敬,邹阳,张季童,张义文
受保护的技术使用者:大连长丰实业总公司
技术研发日:20230724
技术公布日:2024/2/1
- 还没有人留言评论。精彩留言会获得点赞!