一种热套工装结构的制作方法
本技术属于热套工装,具体涉及一种热套工装结构。
背景技术:
1、电机定子工装一般采用热套工艺,传统的热套工艺一般对第二工作件进行加热以扩大第二工作件的直径,再将第一工作件装入机壳内,随后再进行冷却以达到组装的目的。
2、随着工业自动化和智能化的快速发展,伺服电机作为一种高精度动力输出装置,已广泛应用于机器人、数控机床、加工中心以及包装设备等场合。在众多应用场合中,由于空间有限,对电机的体积有严格的要求。为满足这一要求,目前市场上出现了采用连接器与电路板搭配的方式将动力线引出电机外的技术。然而,改进后的电机在热套装配过程中,其定子和机壳的相对位置容易产生偏移,使得安装后的电机存在定子的接口错位,使得连接器无法插入接口,进而导致定子的安装效率较低的问题。
3、相关技术公开了一种电机定子热套工装结构,该结构通过设计机架、工作台、壳体定位结构、加热结构以及加热件运动结构,以降低机壳热套工艺的难度,但是使用该结构在装配过程中仍存在第一工作件和第二工作件在热套过程中的相对位置容易产生偏移的情况。
技术实现思路
1、有鉴于此,本实用新型提供一种热套工装结构,通过第一限位件、固定件以及第二限位件对其限位,同时通过第三限位件对第二工作件限位,以用于防止第二工作件相对于第一工作件移动,解决了现有技术中第一工作件的容易移位导致的热套装配效率低的问题。
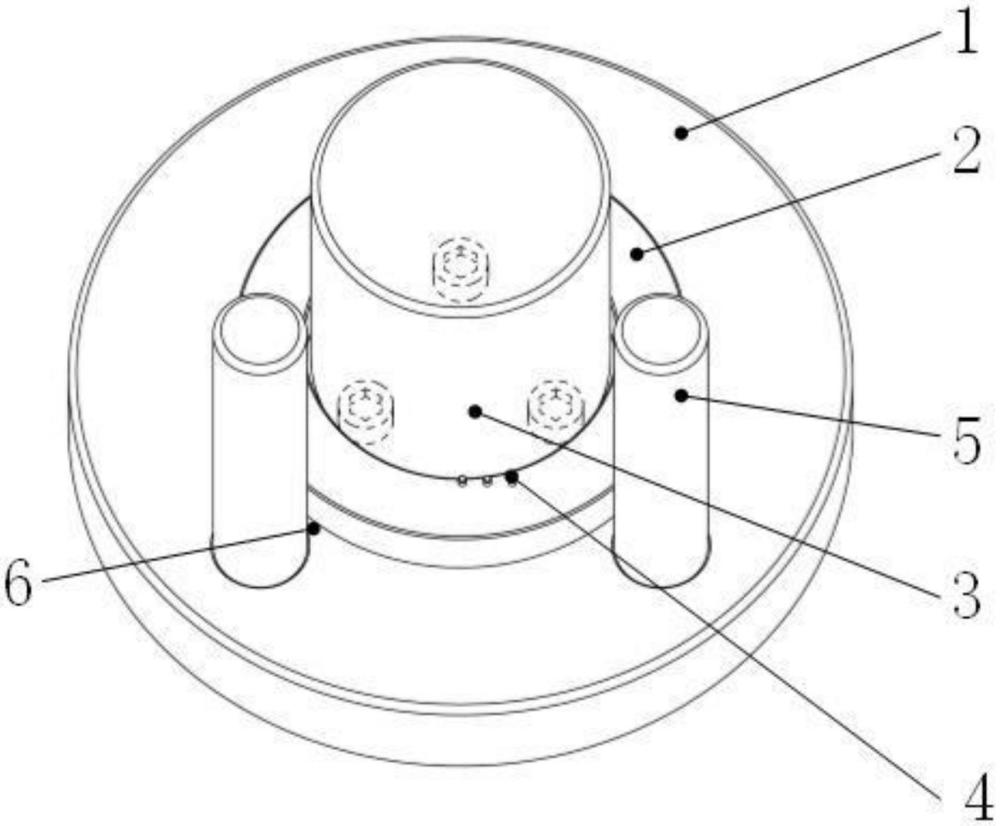
2、为了解决上述问题,根据本申请的一个方面,本实用新型提供了一种热套工装结构,热套工装结构用于实现第一工作件与第二工作件的热套,热套工装结构包括底座以及设置于底座上的第一限位件、固定件、第二限位件以及第三限位件,第一限位件套设于固定件上,第二限位件设置在固定件的端面,第三限位件位于第一限位件的外周且两者之间具有间隙;第一工作件能够套设在固定件上且通过第二限位件固定,第二工作件能够插设在间隙中。
3、在一些实施例中,第三限位件设置有多个,第二限位件位于间距较小的两个第三限位件之间。
4、在一些实施例中,第一限位件为具有限位孔的凸台,固定件插入限位孔内后固定于底座上。
5、在一些实施例中,第二限位件为凸起结构,凸起结构沿其径向上的截面为圆形、方形、椭圆或者多边形中的任一种,且凸起结构与凸台一体成型。
6、在一些实施例中,底座的上表面设置有安装槽,凸台的下段容置于安装槽内。
7、在一些实施例中,凸台包括同轴设置的连接部和卡接部,连接部位于安装槽内,卡接部的直径大于安装槽的直径。
8、在一些实施例中,凸台沿其高度方向设置有容置槽,限位孔开设于容置槽的底部;
9、固定件包括安装部以及与安装部连接的定位部,安装部依次穿过凸台和底座,定位部的下段容置于容置槽内。
10、在一些实施例中,安装部和定位部均为圆柱结构,且安装部和定位部同轴设置。
11、在一些实施例中,凸台沿其轴向上的截面为圆形、方形、椭圆或者多边形中的任一种。
12、在一些实施例中,第一限位件和第三限位件在其各自轴向上的截面为圆形、方形、椭圆或者多边形中的任一种。
13、在一些实施例中,第一工作件为定子,第二工作件为机壳。
14、在一些实施例中,第二限位件的位置与定子接口的位置一一对应。
15、与现有技术相比,本实用新型的热套工装结构至少具有下列有益效果:
16、为了更好的解释本实用新型的有益效果,假设第一工作件是定子,第二工作件是机壳。热套工装结构用于第一工作件热套第二工作件的过程中对分别对第一工作件和第二工作件的相对位置进行限定,以用于防止第一工作件与第二工作件的相对位置产生移动。为了更好解释本实用新型的有益效果,假设第一工作件是定子,第二工作件是机壳。第一限位件设置于底座上用于对定子的高度进行限定,固定件设置于底座上用于套设定子,第二限位件设置于第一限位件上用于防止定子在周向上转动,第三限位件设置于底座并与第一限位件的外周形成间隙用于卡接第二工作件以保证第二工作件与第一工作件的相对位置。
17、在装配过程中,首先将第二限位件设置于第一限位件的上端面上,再将第一限位件固定于底座上,再将固定件插设于第一限位件上,最后将第三限位件固定于第一限位件周侧的底座上。在实际使用过程中,首先将定子套装于固定件上,并使得定子的底端与第一限位件的上表面接触,同时,使得第二限位件卡接于定子的底面上,完成定子的固定;将加热后的机壳套入定子外部,并使得机壳底部卡入第三限位件与第一限位件之间的间隙处,机壳定位完成,在热装过程中可以将加热后的机壳直接套入定子的外部,还可以将机壳套入定子的外部后通过加热第一限位件对机壳加热。本实用新型提供一种热套工装结构,通过第一限位件、固定件以及第二限位件对第一工作件限位,同时通过第三限位件对第二工作件限位,解决了现有技术中第一工作件和第二工作件容易移位导致的热套装配效率低的问题。
18、上述说明仅是本实用新型技术方案的概述,为了能够更清楚了解本实用新型的技术手段,并可依照说明书的内容予以实施,以下以本实用新型的较佳实施例并配合附图详细说明如后。
技术特征:
1.一种热套工装结构,其特征在于,用于实现第一工作件与第二工作件的热套,所述热套工装结构包括底座以及设置于所述底座上的第一限位件、固定件、第二限位件以及第三限位件,所述第一限位件套设于所述固定件上,所述第二限位件设置在所述固定件的端面,所述第三限位件位于所述第一限位件的外周且两者之间具有间隙;所述第一工作件能够套设在所述固定件上且通过所述第二限位件固定,所述第二工作件能够插设在所述间隙中。
2.根据权利要求1所述的热套工装结构,其特征在于,所述第三限位件设置有多个,所述第二限位件位于间距较小的两个第三限位件之间。
3.根据权利要求1所述的热套工装结构,其特征在于,所述第一限位件为具有限位孔的凸台,所述固定件插入所述限位孔内后固定于所述底座上。
4.根据权利要求3所述的热套工装结构,其特征在于,所述第二限位件为凸起结构,所述凸起结构沿其径向上的截面为圆形、方形、椭圆或者多边形中的任一种,且所述凸起结构与所述凸台一体成型。
5.根据权利要求3所述的热套工装结构,其特征在于,所述底座的上表面设置有安装槽,所述凸台的下段容置于所述安装槽内。
6.根据权利要求5所述的热套工装结构,其特征在于,所述凸台包括同轴设置的连接部和卡接部,所述连接部位于所述安装槽内,所述卡接部的直径大于所述安装槽的直径。
7.根据权利要求3所述的热套工装结构,其特征在于,所述凸台沿其高度方向设置有容置槽,所述限位孔开设于所述容置槽的底部;
8.根据权利要求7所述的热套工装结构,其特征在于,所述安装部和所述定位部均为圆柱结构,且所述安装部和所述定位部同轴设置。
9.根据权利要求3至7任一项所述的热套工装结构,其特征在于,所述凸台沿其轴向上的截面为圆形、方形、椭圆或者多边形中的任一种。
10.根据权利要求1至8任一项所述的热套工装结构,其特征在于,所述第一限位件和所述第三限位件在其各自轴向上的截面为圆形、方形、椭圆或者多边形中的任一种。
11.根据权利要求1至8任一项所述的热套工装结构,其特征在于,所述第一工作件为定子,所述第二工作件为机壳。
12.根据权利要求11所述的热套工装结构,其特征在于,所述第二限位件的位置与所述定子接口的位置一一对应设置。
技术总结
本技术属于热套工装技术领域,具体公开一种热套工装结构,本技术提供了一种热套工装结构,热套工装结构用于实现第一工作件与第二工作件的热套,热套工装结构包括底座以及设置于底座上的第一限位件、固定件、第二限位件以及第三限位件,第一限位件套设于固定件上,第二限位件设置在固定件的端面,第三限位件位于第一限位件的外周且两者之间具有间隙。本技术提供一种热套工装,通过第一限位件、固定件以及第二限位件对第一工作件限位,同时通过第三限位件对第二工作件限位,解决了现有技术中第一工作件和第二工作件容易移位导致的热套装配效率低的问题。
技术研发人员:华贤龙,梁展荣
受保护的技术使用者:珠海格力电器股份有限公司
技术研发日:20230724
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!