机器人焊接装置的制作方法
本技术涉及装载机,具体涉及一种机器人焊接装置。
背景技术:
1、机器人焊接广泛应用到工程机械制造、汽车制造、冶金、精密电子、航空航天等领域,机器人焊接可以稳定焊接质量、降低工人劳动强度、提高生产效率、减少成本支出等;装载机前车架底挡板焊合是前车架上一个重要部件,其与前驱动桥连接,承受车桥作用于前车架上的支承力、牵引力、制动力和侧向力;从而要求焊接底挡板的质量提高,不允许存在焊接缺陷。
2、传统的拼焊方法是采用样板定位、人工放置、人工焊接,该方案较落后,产品尺寸无法保证,并且生产效率极低,焊接质量差,不适合大批量生产。
技术实现思路
1、本实用新型的目的是为解决如何提高现有的装载机前车架底挡板焊合的产品尺寸无法保证、生产效率低、焊接质量差的问题,以保证产品尺寸同一、提高焊接效率和焊接质量。
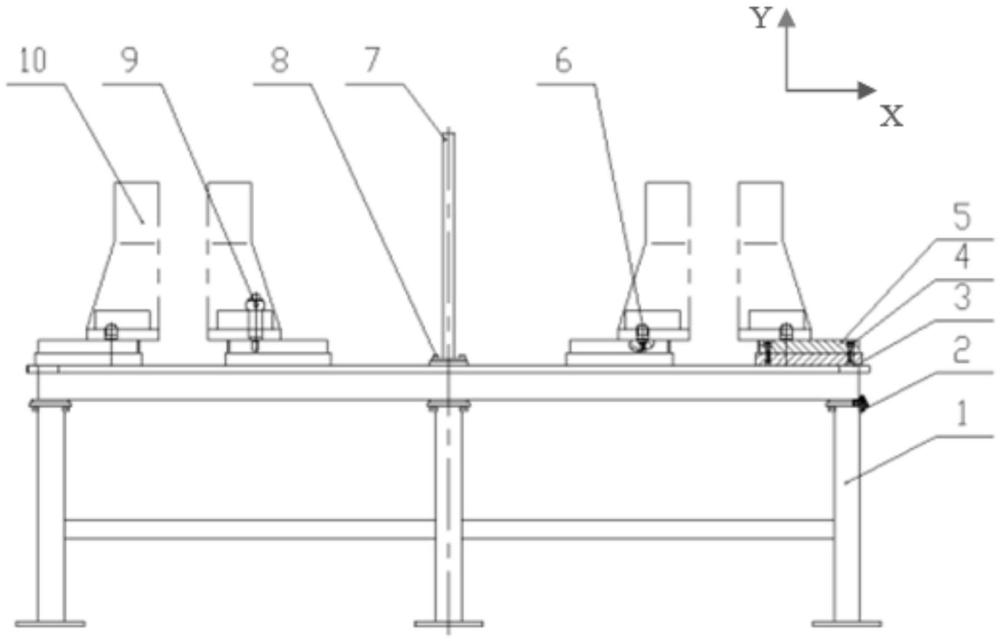
2、为达到解决上述问题的目的,本实用新型所采取的技术方案是提供一种机器人焊接装置,所述机器人焊接装置具有对称的两个焊接工位,两个焊接工位的中心点的连线所在的方向为x向,与x向垂直的方向为y向;所述机器人焊接装置还包括沿y向延伸的防护结构,所述防护结构间隔所述两个对称的焊接工位,每个所述焊接工位均包括两个以y向轴对称的定位板。
3、优选地,所述机器人焊接装置还包括定位平台,所述定位板设置于所述定位平台上,所述防护结构设于所述定位平台的中心位置。
4、优选地,所述定位板之间,以及所述定位板与所述防护结构之间,均设有间隙,所述间隙用于使机器人自由旋转。
5、优选地,所述间隙为210mm到230mm。
6、优选地,所述机器人焊接装置还包括若干个定位孔和若干个用于定位所述底挡板的定位销,所述定位孔设于所述定位板上,所述定位销与所述定位孔配合。
7、优选地,所述机器人焊接装置还包括若干个锁紧定位孔和若干个用于定位或锁紧所述底挡板的锁紧销,所述锁紧销与所述锁紧定位孔配合。
8、优选地,所述防护结构两侧的多块定位板上的定位孔,以所述防护结构所在的平面为对称轴,呈对称分布;所述防护结构同一侧的两块定位板上的定位孔,以所述间隙的y向中心线为对称轴,呈对称分布。
9、优选地,所述机器人焊接装置还包括焊接定位架,所述焊接定位架用于固定所述定位平台。
10、优选地,所述定位平台和所述定位板均呈矩形状,所述防护结构设于所述定位平台沿长度方向的中心位置。
11、优选地,所述防护结构呈板状。
12、相比现有技术,本实用新型具有如下有益效果:
13、本实用新型通过双侧布置的方式,当防护结构一侧的定位板用于机器人焊接时,另外一侧的定位板可用于操作人员装卸工件,实现机器人和人工同时都在作业状态,既能保证产品尺寸同一、提高焊接质量,也能大大提高生产效率。
技术特征:
1.一种机器人焊接装置,其特征在于:
2.根据权利要求1所述的机器人焊接装置,其特征在于:所述机器人焊接装置还包括定位平台(3),所述定位板(5)设置于所述定位平台(3)上,所述防护结构(7)设于所述定位平台(3)的中心位置。
3.根据权利要求1所述的机器人焊接装置,其特征在于:所述定位板(5)之间,以及所述定位板(5)与所述防护结构(7)之间,均设有间隙,所述间隙用于使机器人自由旋转。
4.根据权利要求3所述的机器人焊接装置,其特征在于:所述间隙为210mm到230mm。
5.根据权利要求1所述的机器人焊接装置,其特征在于:还包括若干个定位孔和若干个用于定位所述定位板的定位销(6),所述定位孔设于所述定位板(5)上,所述定位销(6)与所述定位孔配合。
6.根据权利要求1所述的机器人焊接装置,其特征在于:还包括若干个锁紧定位孔和若干个用于定位或锁紧所述定位板的锁紧销(9),所述锁紧销(9)与所述锁紧定位孔配合。
7.根据权利要求5或6所述的机器人焊接装置,其特征在于:
8.根据权利要求2所述的机器人焊接装置,其特征在于:所述机器人焊接装置还包括焊接定位架(1),所述焊接定位架(1)用于固定所述定位平台(3)。
9.根据权利要求8所述的机器人焊接装置,其特征在于:所述定位平台(3)和所述定位板(5)均呈矩形状,所述防护结构(7)设于所述定位平台(3)沿长度方向的中心位置。
10.根据权利要求1所述的机器人焊接装置,其特征在于:所述防护结构(7)呈板状。
技术总结
本技术公开一种机器人焊接装置,用于装载机前车架的底挡板焊合,包括:定位平台;用于承托所述底挡板的多个定位板,对称固定在所述定位平台上,每个定位板上均设有若干个定位孔;用于定位所述底挡板的若干个定位销,与所述定位孔配合。本技术通过双侧布置的方式,当防护结构一侧的定位板用于机器人焊接时,另外一侧的定位板可用于操作人员装卸工件,实现机器人和人工同时都在作业状态,既能保证产品尺寸同一、提高焊接质量,也能大大提高生产效率。
技术研发人员:王蕊玲,张家标,畅冰,金冲,王马木
受保护的技术使用者:龙工(上海)机械制造有限公司
技术研发日:20230724
技术公布日:2024/2/8
- 还没有人留言评论。精彩留言会获得点赞!