一种斜断锯曲臂自动压装轴承装置的制作方法
本技术涉及机械加工,具体地说,涉及一种斜断锯曲臂自动压装轴承装置。
背景技术:
1、为了斜断锯曲臂的正常使用,斜断锯曲臂通常需要安装轴承。现有技术中往往通过人工对斜断锯曲臂进行轴承安装,因此需要大量的人工、时间和设备成本,且由人工进行安装生产效率和装配精度较低。
技术实现思路
1、针对现有技术中存在人工安装斜断锯曲臂轴承成本较高,且生产效率和装配精度较低的问题,本实用新型提供了一种斜断锯自动压装轴承装置,其能够对产品装配高精度要求的轴承起到了降低人工、时间、设备成本,提高了生产效率,从而维持高强度的工作及工作的稳定性的优点。
2、为了解决上述技术问题,本实用新型通过下述技术方案得以解决。
3、一种斜断锯曲臂自动压装轴承装置,包括工作台,工作台上设有轴承定位组件、轴承压装组件和曲臂产品定位组件;轴承定位组件包括轴承定位板;轴承定位板上设有第一轴承定位芯;轴承压装组件包括压机活动板上设有第二轴承定位芯。
4、通过上述,对曲臂产品进行轴承安装时,首先将轴承安装于位于轴承定位板的第一轴承定位芯和位于压机活动板第二轴承定位芯,通过轴承压装组件的活动,位于第一轴承定位芯和第二轴承定位芯的轴承被直接压入曲臂产品内,进而完成曲臂产品的轴承安装。因此,这种斜断锯曲臂自动压装轴承装置不需要人工进行压装,可以实现降低人工、时间、设备成本,而且提高了生产效率,可以维持高强度的工作及工作的稳定性。
5、本实施例中,轴承定位组件包括第一安装板,第一安装板上设有安装柱,轴承定位板活动套设于安装柱上。
6、通过上述,轴承定位板活动套设于安装柱上,因此在进行轴承压装时,轴承定位板可以在安装柱上进行活动,在进行轴承安装时,可以防止轴承定位组件和轴承压装组件直接硬接触对轴承造成影响。
7、本实施例中,轴承压装组件包括第二安装板、油缸和油缸移动芯;油缸安装于第二安装板,油缸与油缸移动芯的一端配合连接,油缸移动芯的另一端与压机活动板配合连接。
8、通过上述,斜断锯曲臂自动压装轴承装置开始工作后,在油缸的作用下,油缸移动芯进行伸缩,由于油缸移动芯的另一端与压机活动板配合连接,因此压机活动板与油缸移动芯一同产生移动,并逐渐靠近轴承定位组件;最后位于第一轴承定位芯的轴承和位于第二轴承定位芯的轴承在轴承压装组件的作用下,被压入曲臂产品内,进而实现对曲臂产品的轴承安装。在上述过程中,油缸提供驱动力,驱动油缸移动芯活动进而带动压机活动板运动,进而完成轴承的安装。
9、本实施例中,曲臂产品定位组件包括设于轴承定位板的曲臂产品定位芯。
10、通过上述,曲臂产品定位芯用于与曲臂产品配合,进而实现曲臂产品安装于斜断锯曲臂自动压装轴承装置,方便了曲臂产品轴承的安装。
11、实施例中,第一安装板与第二安装板之间设有滑动导轨,滑动导轨通过螺栓与第一安装板和第二安装板配合连接,轴承定位板和压机活动板均套设于滑动导轨上。
12、通过上述,轴承定位板和压机活动板套设于滑动导轨上,即轴承定位板和压机活动板可以在滑动导轨上进行滑动。
13、本实施例中,工作台上设有回弹组件,回弹组件包括设于第一安装板与轴承定位板之间的弹簧,弹簧套设于滑动导轨上;回弹组件还包括设于油缸与压机活动板之间的薄型油缸,薄型油缸设有薄型油缸移动芯。
14、通过上述,轴承压装组件将轴承压入曲臂产品时,轴承定位板在滑动导轨上滑动,对设于第一安装板和轴承定位板之间的弹簧产生挤压,弹簧受力后产生与所受力反方向的弹力,进而可以为轴承定位板提供缓冲;同时,位于油缸与压机活动板之间的薄型油缸,在压机活动板将轴承压入曲臂产品后,薄型油缸移动芯产生压缩,进而对压机活动板进行回弹缓冲。因此,在回弹组件的缓冲作用下,可以更好的提高轴承与曲臂产品配合的精度,精准控制轴承的压装尺寸。
15、本实施例中,工作台上方设有机架,工作台下方设有机柜,工作台前端设有红外光栅,工作台台面设有急停按键。
16、通过上述,红外光栅感应到人体靠近后发出警报,操作人员可以立即通过设于工作台台面的急停按键对斜断锯曲臂自动压装轴承装置进行紧急制动,防止发生安全事故,提高了斜断锯曲臂自动压装轴承装置的安全性能。
17、本实施例中,第一安装板与机架之间有轴承置物台;工作台后端设有曲臂产品置物台。
18、通过上述,待安装的轴承放置于轴承置物台,方便将轴承安装于轴承定位芯;待安装的曲臂产品放置于曲臂产品置物台,方便将曲臂产品安装于压机活动板。
19、本实施例中,机架上设有电控按键。
20、通过上述,通过手动操作电控按键,进而实现对斜断锯曲臂自动压装轴承装置的操控,手动按键操作,指令明确,操作简单,具有较高的操作便捷性。
21、本实施例中,机柜底部设有支撑脚。
22、通过上述,支撑脚的设置可以方便斜断锯曲臂自动压装轴承装置的稳定放置,提高轴承压装的稳定性。
技术特征:
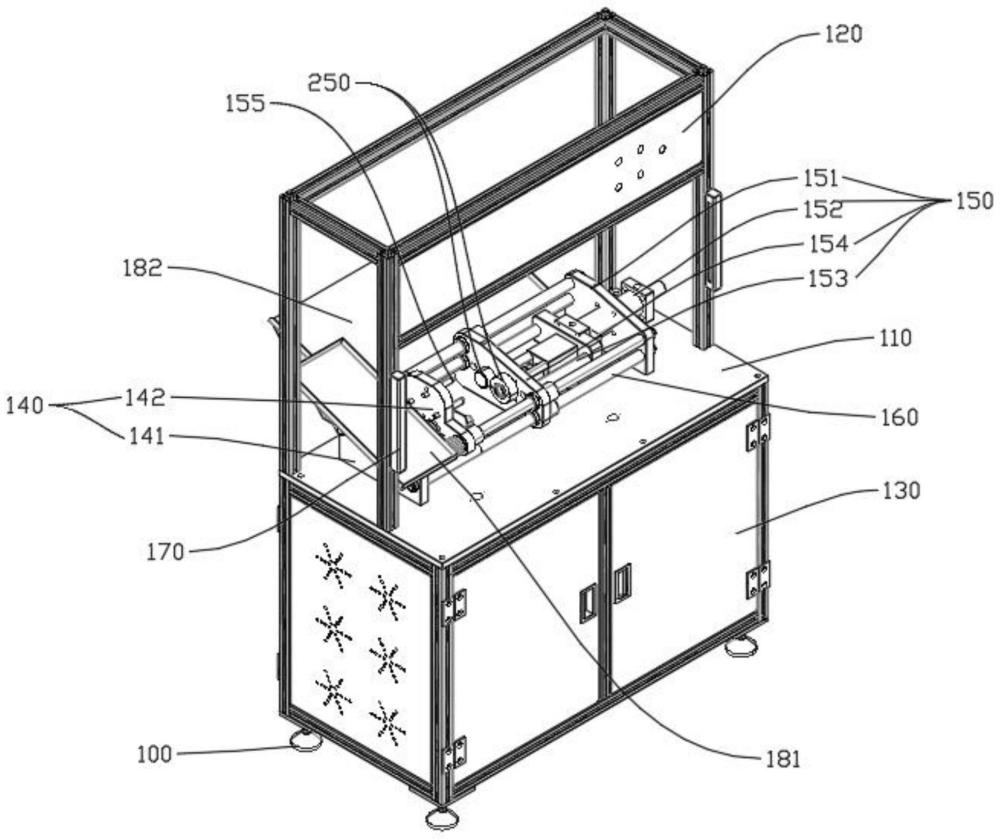
1.一种斜断锯曲臂自动压装轴承装置,其特征在于:包括工作台(110),工作台(110)上设有轴承定位组件(140)、轴承压装组件(150)和曲臂产品定位组件(155);轴承定位组件(140)包括轴承定位板(142);轴承定位板(142)上设有第一轴承定位芯(240);轴承压装组件(150)包括压机活动板(154)上设有第二轴承定位芯(250)。
2.根据权利要求1所述的一种斜断锯曲臂自动压装轴承装置,其特征在于:轴承定位组件(140)包括第一安装板(141),第一安装板(141)上设有安装柱(210),轴承定位板(142)活动套设于安装柱(210)上。
3.根据权利要求2所述的一种斜断锯曲臂自动压装轴承装置,其特征在于:轴承压装组件(150)包括第二安装板(151)、油缸(152)和油缸移动芯(153);油缸(152)安装于第二安装板(151),油缸(152)与油缸移动芯(153)的一端配合连接,油缸移动芯(153)的另一端与压机活动板(154)配合连接。
4.根据权利要求1所述的一种斜断锯曲臂自动压装轴承装置,其特征在于:曲臂产品定位组件(155)包括设于轴承定位板(142)的曲臂产品定位芯(230)。
5.根据权利要求3所述的一种斜断锯曲臂自动压装轴承装置,其特征在于:第一安装板(141)与第二安装板(151)之间设有滑动导轨(160),滑动导轨(160)通过螺栓与第一安装板(141)和第二安装板(151)配合连接,轴承定位板(142)和压机活动板(154)均套设于滑动导轨(160)上。
6.根据权利要求5所述的一种斜断锯曲臂自动压装轴承装置,其特征在于:工作台(110)上设有回弹组件(220),回弹组件(220)包括设于第一安装板(141)与轴承定位板(142)之间的弹簧(221),弹簧(221)套设于滑动导轨(160)上;回弹组件(220)还包括设于油缸与压机活动板(154)之间的薄型油缸(222),薄型油缸(222)设有薄型油缸移动芯(223)。
7.根据权利要求1所述的一种斜断锯曲臂自动压装轴承装置,其特征在于:工作台(110)上方设有机架(120),工作台(110)下方设有机柜(130),工作台(110)前端设有红外光栅(170),工作台(110)台面设有急停按键(171)。
8.根据权利要求7所述的一种斜断锯曲臂自动压装轴承装置,其特征在于:第一安装板(141)与机架(120)之间有轴承置物台(181);工作台(110)后端设有曲臂产品置物台(182)。
9.根据权利要求7所述的一种斜断锯曲臂自动压装轴承装置,其特征在于:机架(120)上设有电控按键(190)。
10.根据权利要求7所述的一种斜断锯曲臂自动压装轴承装置,其特征在于:机柜(130)底部设有支撑脚(100)。
技术总结
本技术涉及机械加工技术领域,具体地说,涉及一种斜断锯曲臂自动压装轴承装置,包括工作台,工作台上设有轴承定位组件、轴承压装组件和曲臂产品定位组件;轴承定位组件包括轴承定位板;轴承定位板上设有第一轴承定位芯;轴承压装组件包括压机活动板上设有第二轴承定位芯;这种斜断锯曲臂自动压装轴承装置不需要人工进行压装,可以实现降低人工、时间、设备成本,而且提高了生产效率,可以维持高强度的工作及工作的稳定性。
技术研发人员:张友龙,祝胜华,周俊,杨建勤,杨敏
受保护的技术使用者:浙江精深实业有限公司
技术研发日:20230726
技术公布日:2024/2/6
- 还没有人留言评论。精彩留言会获得点赞!