一种辙叉心轨和叉跟轨组件通用装卡装置的制作方法
本技术涉及机械制造领域,具体而言,涉及一种辙叉心轨和叉跟轨组件通用装卡装置。
背景技术:
1、目前道岔行业利用普通铣床加工辙叉心轨和叉跟轨组件的装卡装置用途单一,随着道岔产品种类的增加,按单一品种设计的工装夹具已不能满足生产发展的要求,根据市场发展的预测,12号和18号合金钢辙叉将是未来主要产品之一。
2、经发明人研究发现,因每次装卡组件的位置不固定、组件中心线与工作台中心线角度不固定,加工前需用数控铣床采用对刀方式定位加工起点、组件中心线,每套组件的加工程序均需大幅调整(易出错)、调整后的程序需多人校核和确认(效率低)。
技术实现思路
1、本实用新型的目的在于提供一种辙叉心轨和叉跟轨组件通用装卡装置,其能够快速的对辙叉心轨和叉跟轨组件进行定位,并提高加工和生产效率。
2、本实用新型的实施例是这样实现的:
3、第一方面,本实用新型提供一种辙叉心轨和叉跟轨组件通用装卡装置,包括:
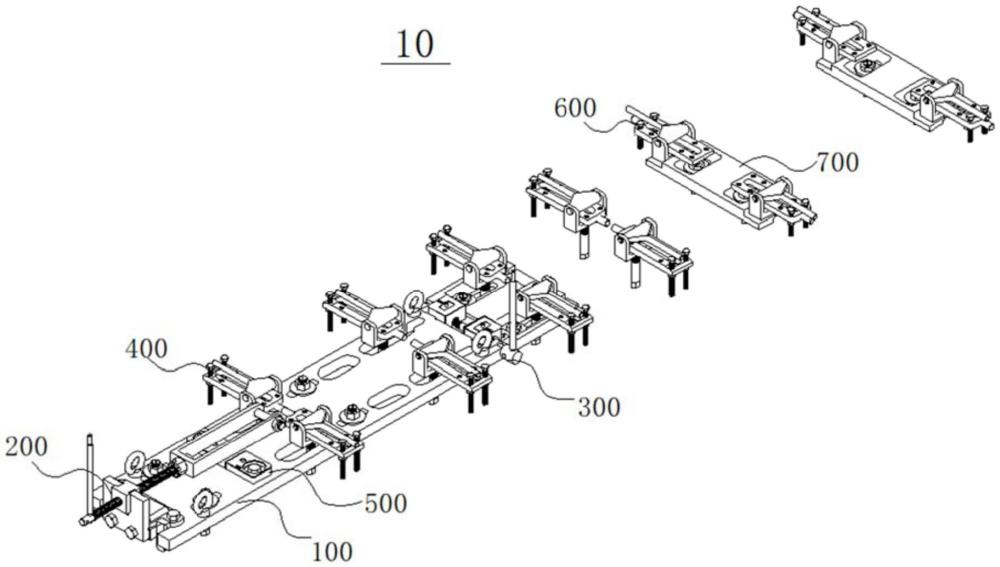
4、固定底座,所述固定底座设置在铣削台上,辙叉心轨和叉跟轨组件放置在所述固定底座上;
5、牵引组件,所述牵引组件设置在所述固定底座的一端,并用于牵引所述辙叉心轨和叉跟轨组件在装卡时的纵向锁紧以及卸载时的纵向解锁;
6、夹紧组件,所述夹紧组件设置在所述固定底座上,用于夹紧所述辙叉心轨和叉跟轨组件;
7、多个第一固定组件,多个所述第一固定组件设置在所述铣削台上,并用于固定所述辙叉心轨和叉跟轨组件。
8、在可选的实施方式中,所述牵引组件包括固定座、工型螺母、第一丝杠、拉钩和插销,所述固定座设置在所述固定底座的一端,所述工型螺母设置在所述固定座上,所述第一丝杠穿过所述工型螺母的螺纹孔并连接所述拉钩的一端,所述拉钩的另一端连接所述插销,所述插销用于锁定所述辙叉心轨和叉跟轨组件中的心轨。
9、在可选的实施方式中,所述牵引组件还包括第一旋转杆,所述第一旋转杆连接在所述第一丝杠远离所述拉钩的一端。
10、在可选的实施方式中,所述固定底座上设置有夹紧组件安装槽,所述夹紧组件包括两个移动垫块和第二丝杠,两个所述移动垫块间隔设置在所述夹紧组件安装槽的两端,两个所述移动垫块之间的间隔空间用于放置所述辙叉心轨和叉跟轨组件中的心轨;
11、所述第二丝杠从所述固定底座的侧面插入所述夹紧组件安装槽并螺纹连接两个所述移动垫块,当所述第二丝杠正转时,两个所述移动垫块相对收拢并夹紧所述心轨,当所述第二丝杠反转时,两个所述移动垫块相互远离并放松所述心轨。
12、在可选的实施方式中,所述夹紧组件还包括第二旋转杆,所述第二旋转杆设置在所述第二丝杠的一端。
13、在可选的实施方式中,多个所述第一固定组件沿所述固定底座的长度方向两两相对设置,相对的两个所述第一固定组件之间的间隔用于放置心轨,所述第一固定组件包括第一销轴、第一凸轮座、第一凸轮和第一压板,所述第一凸轮通过所述第一销轴可转动的安装在所述第一凸轮座上,所述第一凸轮座设置在所述铣削台上,所述第一凸轮与所述第一凸轮座的底部留有间隙,所述第一压板可滑动的设置在所述间隙处,所述第一凸轮通过转动以锁定或解锁所述第一压板。
14、在可选的实施方式中,所述辙叉心轨和叉跟轨组件通用装卡装置还包括限位件,所述固定底座上靠近所述牵引组件的一端上设置有限位件安装槽,所述限位件设置在所述限位件安装槽中,所述限位件上具有限位槽,所述辙叉心轨和叉跟轨组件中的心轨放置在所述限位槽中。
15、在可选的实施方式中,所述限位件通过螺栓固定连接在所述限位件安装槽中。
16、在可选的实施方式中,所述辙叉心轨和叉跟轨组件通用装卡装置还包括多个第二固定组件和多个第二固定组件安装座,多个所述第二固定组件安装座设置在所述铣削台上,多个所述第二固定组件一一对应的设置在多个所述第二固定组件安装座上,所述第二固定组件用于固定所述辙叉心轨和叉跟轨组件中的叉跟轨。
17、在可选的实施方式中,多个所述第二固定组件沿所述固定底座的长度方向两两相对设置,相对的两个所述第二固定组件之间的间隔用于放置叉跟轨,所述第二固定组件包括第二销轴、第二凸轮座、第二凸轮和第二压板,所述第二凸轮通过所述第二销轴可转动的安装在所述第二凸轮座上,所述第二凸轮座设置在所述第二固定组件安装座上,所述第二凸轮与所述第二凸轮座的底部留有间隙,所述第二压板可滑动的设置在所述间隙处,所述第二凸轮通过转动以锁定或解锁所述第二压板。
18、本实用新型实施例的有益效果是:
19、本实用新型提供一种辙叉心轨和叉跟轨组件通用装卡装置,包括固定底座、牵引组件、夹紧组件和多个第一固定组件,固定底座设置在铣削台上,辙叉心轨和叉跟轨组件放置在固定底座上;牵引组件设置在固定底座的一端,并用于牵引辙叉心轨和叉跟轨组件在装卡时的纵向锁紧以及卸载时的纵向解锁;夹紧组件设置在固定底座上,用于夹紧辙叉心轨和叉跟轨组件;多个第一固定组件设置在铣削台上,并用于固定辙叉心轨和叉跟轨组件。本实用新型中通过牵引组件牵引带动放置在固定底座上的辙叉心轨和叉跟轨组件,通过夹紧组件对在移动过程中的辙叉心轨和叉跟轨进行限位,使得辙叉心轨和叉跟轨在移动的过程中,始终位于同一条轴线上,最后再通过多个第一固定组件将辙叉心轨和叉跟轨组件进行固定,完成装卡,相比于现有技术来说,装夹过程简单快速,实现了组件的快速定位,简化工人的工作流程,提高了装卡效率,最大程度缩短辅助时间、最大程度减轻操作者的劳动强度另外,本实用新型相比于现有技术具有更高的稳定性和可靠性。
技术特征:
1.一种辙叉心轨和叉跟轨组件通用装卡装置,其特征在于,包括:
2.根据权利要求1所述的辙叉心轨和叉跟轨组件通用装卡装置,其特征在于,所述牵引组件包括固定座、工型螺母、第一丝杠、拉钩和插销,所述固定座设置在所述固定底座的一端,所述工型螺母设置在所述固定座上,所述第一丝杠穿过所述工型螺母的螺纹孔并连接所述拉钩的一端,所述拉钩的另一端连接所述插销,所述插销用于锁定所述辙叉心轨和叉跟轨组件中的心轨。
3.根据权利要求2所述的辙叉心轨和叉跟轨组件通用装卡装置,其特征在于,所述牵引组件还包括第一旋转杆,所述第一旋转杆连接在所述第一丝杠远离所述拉钩的一端。
4.根据权利要求1所述的辙叉心轨和叉跟轨组件通用装卡装置,其特征在于,所述固定底座上设置有夹紧组件安装槽,所述夹紧组件包括两个移动垫块和第二丝杠,两个所述移动垫块间隔设置在所述夹紧组件安装槽的两端,两个所述移动垫块之间的间隔空间用于放置所述辙叉心轨和叉跟轨组件中的心轨;
5.根据权利要求4所述的辙叉心轨和叉跟轨组件通用装卡装置,其特征在于,所述夹紧组件还包括第二旋转杆,所述第二旋转杆设置在所述第二丝杠的一端。
6.根据权利要求1所述的辙叉心轨和叉跟轨组件通用装卡装置,其特征在于,多个所述第一固定组件沿所述固定底座的长度方向两两相对设置,相对的两个所述第一固定组件之间的间隔用于放置心轨,所述第一固定组件包括第一销轴、第一凸轮座、第一凸轮和第一压板,所述第一凸轮通过所述第一销轴可转动的安装在所述第一凸轮座上,所述第一凸轮座设置在所述铣削台上,所述第一凸轮与所述第一凸轮座的底部留有间隙,所述第一压板可滑动的设置在所述间隙处,所述第一凸轮通过转动以锁定或解锁所述第一压板。
7.根据权利要求1所述的辙叉心轨和叉跟轨组件通用装卡装置,其特征在于,所述辙叉心轨和叉跟轨组件通用装卡装置还包括限位件,所述固定底座上靠近所述牵引组件的一端上设置有限位件安装槽,所述限位件设置在所述限位件安装槽中,所述限位件上具有限位槽,所述辙叉心轨和叉跟轨组件中的心轨放置在所述限位槽中。
8.根据权利要求7所述的辙叉心轨和叉跟轨组件通用装卡装置,其特征在于,所述限位件通过螺栓固定连接在所述限位件安装槽中。
9.根据权利要求1所述的辙叉心轨和叉跟轨组件通用装卡装置,其特征在于,所述辙叉心轨和叉跟轨组件通用装卡装置还包括多个第二固定组件和多个第二固定组件安装座,多个所述第二固定组件安装座设置在所述铣削台上,多个所述第二固定组件一一对应的设置在多个所述第二固定组件安装座上,所述第二固定组件用于固定所述辙叉心轨和叉跟轨组件中的叉跟轨。
10.根据权利要求9所述的辙叉心轨和叉跟轨组件通用装卡装置,其特征在于,多个所述第二固定组件沿所述固定底座的长度方向两两相对设置,相对的两个所述第二固定组件之间的间隔用于放置叉跟轨,所述第二固定组件包括第二销轴、第二凸轮座、第二凸轮和第二压板,所述第二凸轮通过所述第二销轴可转动的安装在所述第二凸轮座上,所述第二凸轮座设置在所述第二固定组件安装座上,所述第二凸轮与所述第二凸轮座的底部留有间隙,所述第二压板可滑动的设置在所述间隙处,所述第二凸轮通过转动以锁定或解锁所述第二压板。
技术总结
本技术提供一种辙叉心轨和叉跟轨组件通用装卡装置,涉及机械制造领域,包括固定底座、牵引组件、夹紧组件和多个第一固定组件,固定底座设置在铣削台上,辙叉心轨和叉跟轨组件放置在固定底座上;牵引组件设置在固定底座的一端,并用于牵引辙叉心轨和叉跟轨组件在装卡时的纵向锁紧以及卸载时的纵向解锁;夹紧组件设置在固定底座上,用于夹紧辙叉心轨和叉跟轨组件;多个第一固定组件设置在铣削台上,并用于固定辙叉心轨和叉跟轨组件。本技术能够快速的对辙叉心轨和叉跟轨组件进行定位,并提高加工和生产效率,最大程度减轻操作者的劳动强度。
技术研发人员:荆莹,杨凯,梁宏波,邹金财,赵宁宁,王子豪,齐昆
受保护的技术使用者:铁科(北京)轨道装备技术有限公司
技术研发日:20230727
技术公布日:2024/2/25
- 还没有人留言评论。精彩留言会获得点赞!