一种动力蓄电池箱体吊耳拼焊定位工装的制作方法
本技术涉及焊接工装夹具领域,尤其涉及一种动力蓄电池箱体吊耳拼焊定位工装。
背景技术:
1、由动力蓄电池驱动的汽车为如今新能源汽车的主要发展方向,驱动汽车的动力蓄电池为保证蓄电池的安全性,通常需要将动力蓄电池安装在一个牢固的箱体内,然后在安装在汽车上。一种动力蓄电池箱体,请参阅图3、图4,该种蓄电池箱体周边包含左前吊耳、左后吊耳、右前吊耳、右后吊耳,后左吊耳、后右吊耳、前左吊耳、前右吊耳、前吊耳、后吊耳,总共十个吊耳部件,在制造该种蓄电池箱体时,需要将十个吊耳进准的焊接在蓄电池箱体上,现有的生产车间通常采用机械臂进行自动焊接的方式对箱体焊接,这就要求需要有精准的工装夹具将蓄电池进行定位,否则会导致焊接点不准确的问题。
技术实现思路
1、本实用新型的目的在于提供一种动力蓄电池箱体吊耳拼焊定位工装,旨在解决现有在蓄电池箱体上焊接多个吊耳时吊耳定位困难、定位不精准的问题。
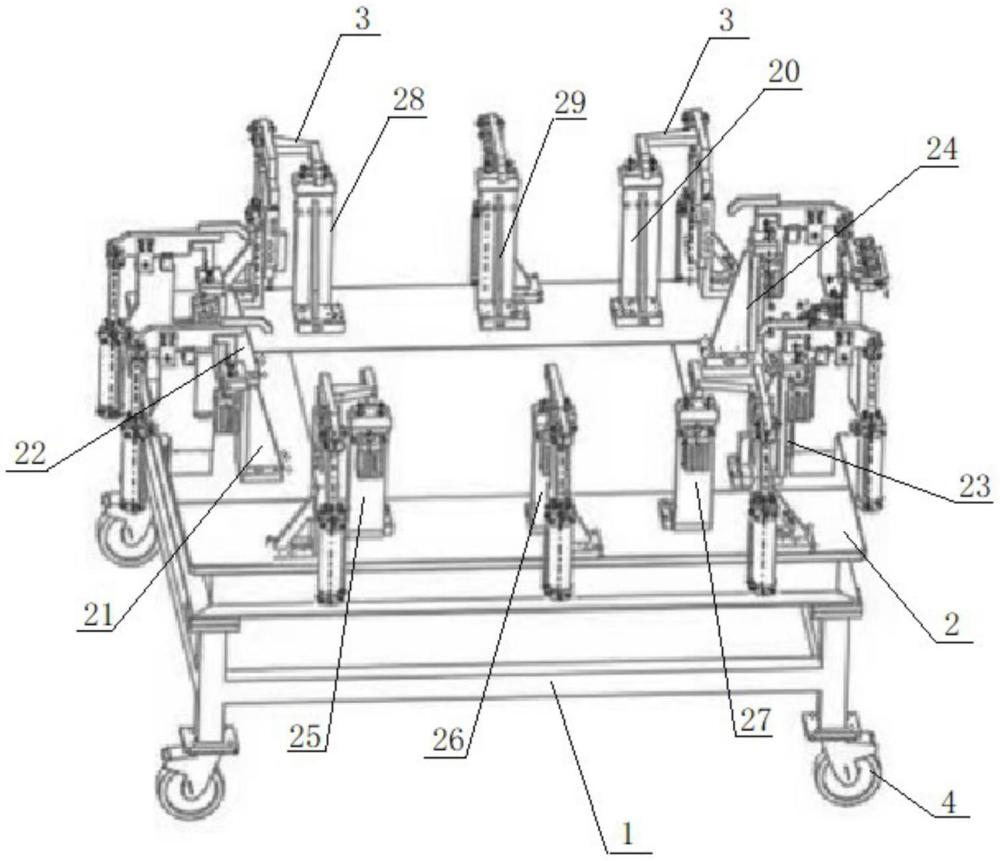
2、本实用新型采用的技术方案是:一种动力蓄电池箱体吊耳拼焊定位工装,包括方形主框架,所述主框架上方为台面,所述台面左部分别设置有左前定位柱、左后定位柱,台面右部分别设置有右前定位柱、右后定位柱,台面前部上分别设置有前左定位柱、前定位柱、前右定位柱、台面后部上分别设置有后左定位柱、后定位柱、后右定位柱,每个定位柱的上端分别设置有圆柱形的壳体定位销,所述左前定位柱、左后定位柱、右前定位柱、右后定位柱、前左定位柱、前定位柱、前右定位柱、后左定位柱、后定位柱、后右定位柱旁分别设置有限位块,所述限位块顶部上设置有由气缸驱动的夹紧头。
3、本实用新型的进一步技术方案是:所述主框架下方包括四个支脚,支脚下方设置有行走轮,便于移动工装。
4、本实用新型的进一步技术方案是:所述行走轮上设置有锁紧部件,锁紧部件能够将行走轮锁紧。
5、本实用新型的进一步技术方案是:所述台面中部镂空,有利于焊渣往下掉落,避免台面积累过多焊渣。
6、本实用新型的有益效果是:由于采用上述技术方案,本实用新型之一种动力蓄电池箱体吊耳拼焊定位工装,能够快速精准的对蓄电池箱体进行定位,能提有效保证吊耳的焊接精准度,提高焊接效率。
技术特征:
1.一种动力蓄电池箱体吊耳拼焊定位工装,其特征在于:包括方形主框架,所述主框架上方为台面,所述台面左部分别设置有左前定位柱、左后定位柱,台面右部分别设置有右前定位柱、右后定位柱,台面前部上分别设置有前左定位柱、前定位柱、前右定位柱、台面后部上分别设置有后左定位柱、后定位柱、后右定位柱,每个定位柱的上端分别设置有圆柱形的壳体定位销,所述左前定位柱、左后定位柱、右前定位柱、右后定位柱、前左定位柱、前定位柱、前右定位柱、后左定位柱、后定位柱、后右定位柱旁分别设置有限位块,所述限位块顶部上设置有由气缸驱动的夹紧头。
2.根据权利要求1所述的一种动力蓄电池箱体吊耳拼焊定位工装,其特征在于:所述主框架下方包括四个支脚,支脚下方设置有行走轮。
3.根据权利要求2所述的一种动力蓄电池箱体吊耳拼焊定位工装,其特征在于:所述行走轮上设置有锁紧部件。
4.根据权利要求1所述的一种动力蓄电池箱体吊耳拼焊定位工装,其特征在于:所述台面中部镂空。
技术总结
本技术涉及一种动力蓄电池箱体吊耳拼焊定位工装,包括方形主框架,所述主框架上方为台面,台面左部分别设置有左前定位柱、左后定位柱,台面右部分别设置有右前定位柱、右后定位柱,台面前部上分别设置有前左定位柱、前定位柱、前右定位柱、台面后部上分别设置有后左定位柱、后定位柱、后右定位柱,每个定位柱的上端分别设置有圆柱形的壳体定位销,所述左前定位柱、左后定位柱、右前定位柱、右后定位柱、前左定位柱、前定位柱、前右定位柱、后左定位柱、后定位柱、后右定位柱旁分别设置有限位块,限位块顶部上设置有由气缸驱动的夹紧头。采用上述技术方案,能够快速精准的对蓄电池箱体进行定位,能提有效保证吊耳的焊接精准度,提高焊接效率。
技术研发人员:覃家塔,岑志威,黄贺鸣,欧家发
受保护的技术使用者:柳州奥德永兴汽车零部件科技有限公司
技术研发日:20230728
技术公布日:2024/2/29
- 还没有人留言评论。精彩留言会获得点赞!