一种插片型散热器铝挤压模具的制作方法
本技术涉及挤压模具,具体为一种插片型散热器铝挤压模具。
背景技术:
1、铝为银白色轻金属,有延展性,由铝和其它合金元素制造的制品,具有强度好、耐磨性、耐候、耐蚀性等特点,常被用来制作散热器零件或外装饰件。在铝型材的生产过程中,需要使用挤压模具对铝型材进行塑型。
2、实际生产中,挤压模具直接完成金属塑性变形,插片型散热器的散热齿片数量多且厚度薄,金属通过导流模后进入模面模的成型腔齿槽的速度不同,外侧入料慢,前后挤压的压力存在差距,致使整体出料快慢不均匀,挤压出的齿片易因压力不均出现变形,影响产品质量。
技术实现思路
1、针对现有技术的不足,本实用新型提供了一种插片型散热器铝挤压模具,解决了上述背景中提到的问题。
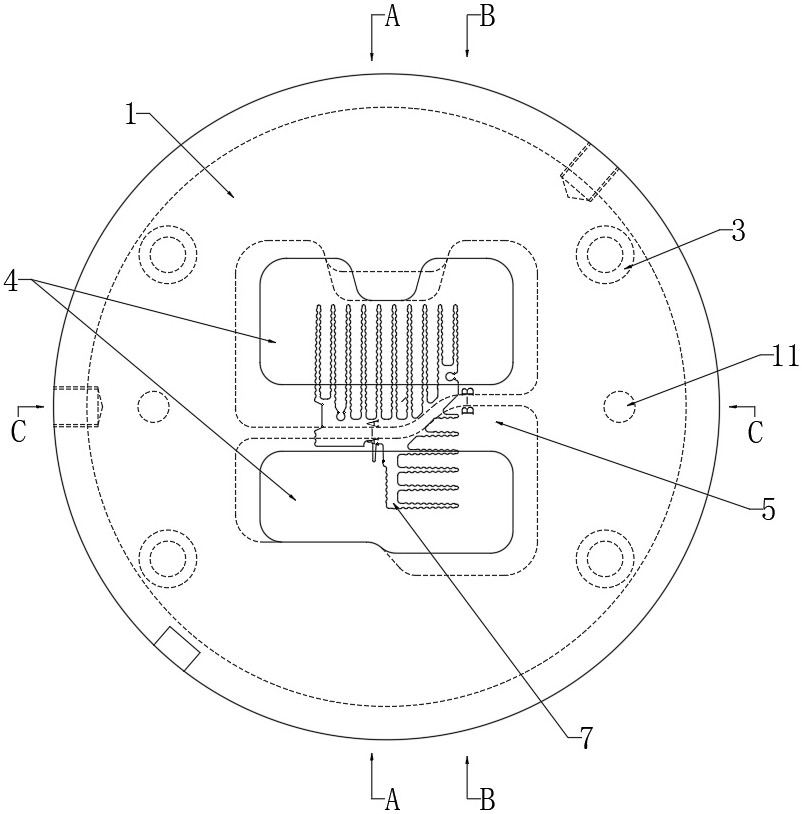
2、本实用新型提供如下技术方案:一种插片型散热器铝挤压模具,包括:导流模、模面模和固定件,所述导流模与模面模通过固定件安装,所述导流模分别设置有两个导流孔和间隔导流孔的分流桥,所述导流模的表面开设有焊合室,所述模面模的内部设置有成型腔,所述成型腔的出料端开设有空刀,所述空刀延伸至模面模的表面;
3、成型腔包括固定座挤压槽,所述固定座挤压槽的表面开设有多个插片挤压槽,且插片挤压槽的内壁呈波浪状。
4、优选的,所述导流模与模面模之间设置有导柱。
5、优选的,所述分流桥的表面设置有减压带。
6、优选的,两个所述导流孔的截面均呈入口小、出口大的喇叭状。
7、优选的,所述分流桥设有圆弧过渡的入料圆角。
8、优选的,所述导流模的表面开设有定位槽,所述模面模的表面设置有定位部,所述定位部插接在定位槽的内壁。
9、优选的,其材料为 h13 模具钢,且挤出产品为散热片。
10、与现有技术对比,本实用新型具备以下有益效果:
11、该插片型散热器铝挤压模具,通过设置导流孔、分流桥和焊合室,两个导流孔将材料进行分流,减小铝金属进入导流模的压力,铝金属分流至焊合室区域,焊合室对铝材料进行缓冲,使铝材料进料均衡,且均匀的进入成型腔内,缩小进料前后压力,进而使得产品出料均匀,避免产品变形。
技术特征:
1.一种插片型散热器铝挤压模具,其特征在于,包括:导流模(1)、模面模(2)和固定件(3),所述导流模(1)与模面模(2)通过固定件(3)安装,所述导流模(1)分别设置有两个导流孔(4)和间隔导流孔(4)的分流桥(5),所述导流模(1)的表面开设有焊合室(6),所述模面模(2)的内部设置有成型腔(7),所述成型腔(7)的出料端开设有空刀(8),所述空刀(8)延伸至模面模(2)的表面;
2.根据权利要求1所述的一种插片型散热器铝挤压模具,其特征在于,所述导流模(1)与模面模(2)之间设置有导柱(11)。
3.根据权利要求1所述的一种插片型散热器铝挤压模具,其特征在于,所述分流桥(5)的表面设置有减压带(12)。
4.根据权利要求1所述的一种插片型散热器铝挤压模具,其特征在于,两个所述导流孔(4)的截面均呈入口小、出口大的喇叭状。
5.根据权利要求1所述的一种插片型散热器铝挤压模具,其特征在于,所述分流桥(5)设有圆弧过渡的入料圆角(13)。
6.根据权利要求1所述的一种插片型散热器铝挤压模具,其特征在于,所述导流模(1)的表面开设有定位槽(14),所述模面模(2)的表面设置有定位部(15),所述定位部(15)插接在定位槽(14)的内壁。
7.根据权利要求1所述的一种插片型散热器铝挤压模具,其特征在于,其材料为 h13模具钢,且挤出产品为散热片。
技术总结
本技术涉及挤压模具技术领域,且公开了一种插片型散热器铝挤压模具,包括:导流模、模面模和固定件,所述导流模与模面模通过固定件安装,所述导流模分别设置有两个导流孔和间隔导流孔的分流桥,所述导流模的表面开设有焊合室,所述模面模的内部设置有成型腔,所述成型腔的出料端开设有空刀,所述空刀延伸至模面模的表面。该插片型散热器铝挤压模具,通过设置导流孔、分流桥和焊合室,两个导流孔将材料进行分流,减小铝金属进入导流模的压力,铝金属分流至焊合室区域,焊合室对铝材料进行缓冲,使铝材料进料均衡,且均匀的进入成型腔内,缩小进料前后压力,进而使得产品出料均匀,避免产品变形。
技术研发人员:王万仲,陈兰,周遥
受保护的技术使用者:昆山国展金属工业有限公司
技术研发日:20230731
技术公布日:2024/2/8
- 还没有人留言评论。精彩留言会获得点赞!